
Faza
indentyfikacji
Analizujemy obecny stan fabryki i tworzymy plan

Faza
połączenia
Nasza grupa inżynierów łączy maszyny na miejscu

Faza
analizy
Pomagamy analizować zebrane dane i uzyskiwać wgląd w nie



Blog
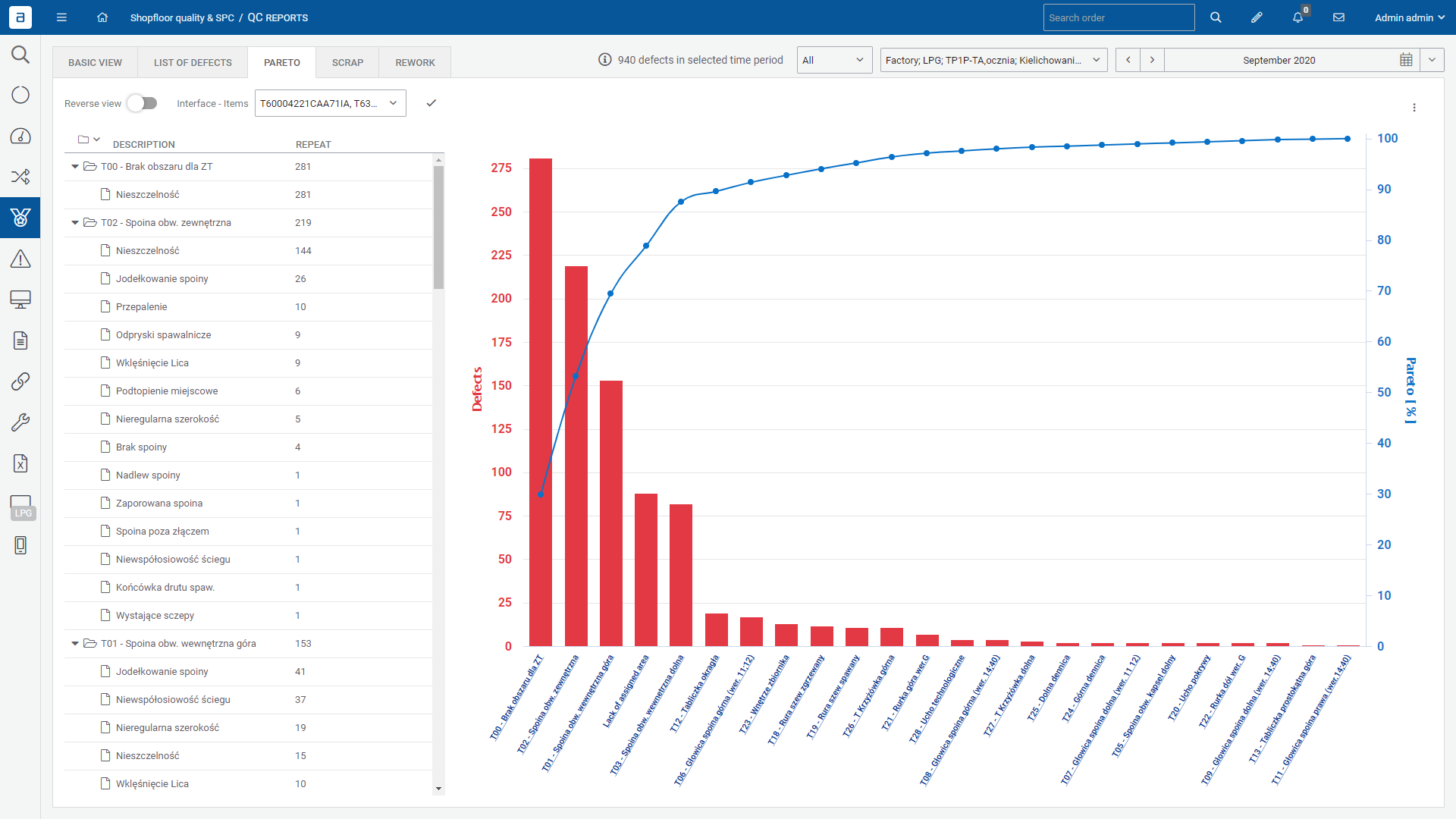
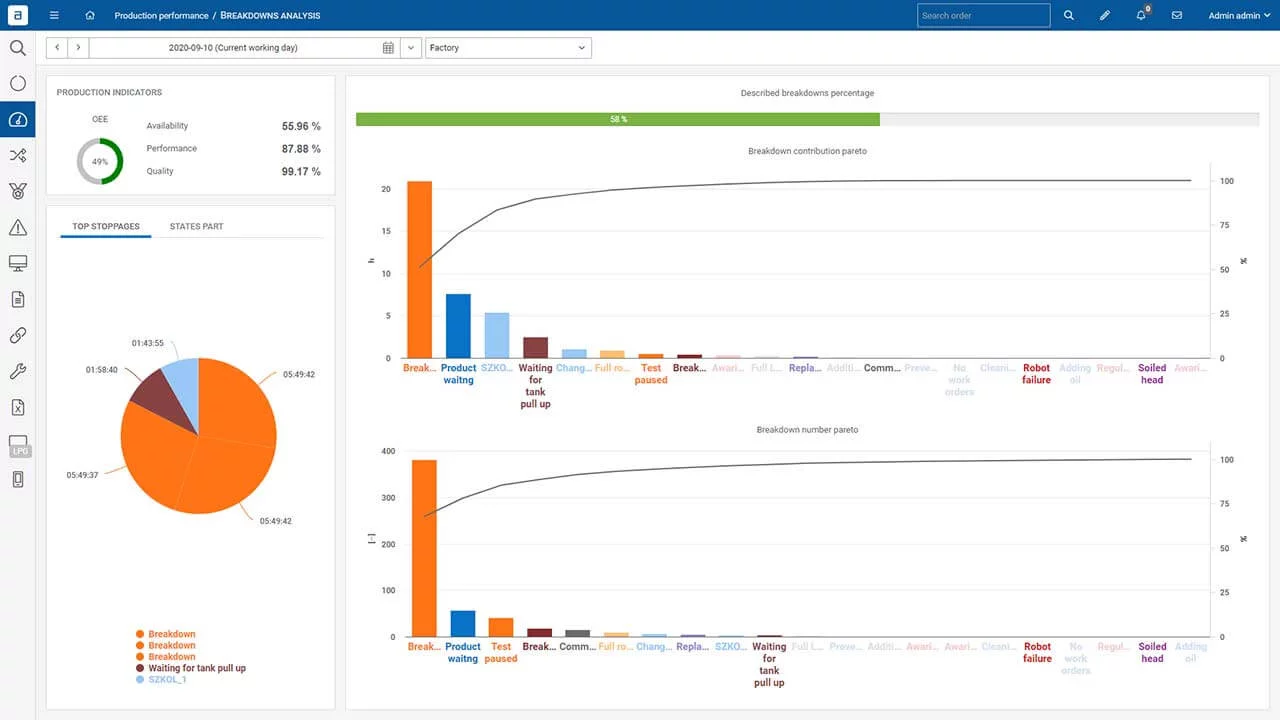
System wykrywania mikroprzestojów ANT (monitorowanie produkcji, wydajność) na SMD (FMC), FMD, THP i OTP w fabryce tytoniu
Fabryka znajdowała się w fazie transformacji cyfrowej, która obejmowała digitalizację, metodologię pracy oraz metodologię IWS ready. Produkcja tytoniu jest określana jako proces o wysokiej prędkości
Blog
Jak zwiększyć przejrzystość produkcji na hali produkcyjnej?
Przejrzystość w produkcji może wydawać się chwytem marketingowym, ale w rzeczywistości przynosi wymierne korzyści, od usprawnienia przepływu pracy po znaczne oszczędności finansowe. Jeśli przejrzystość w

Blog
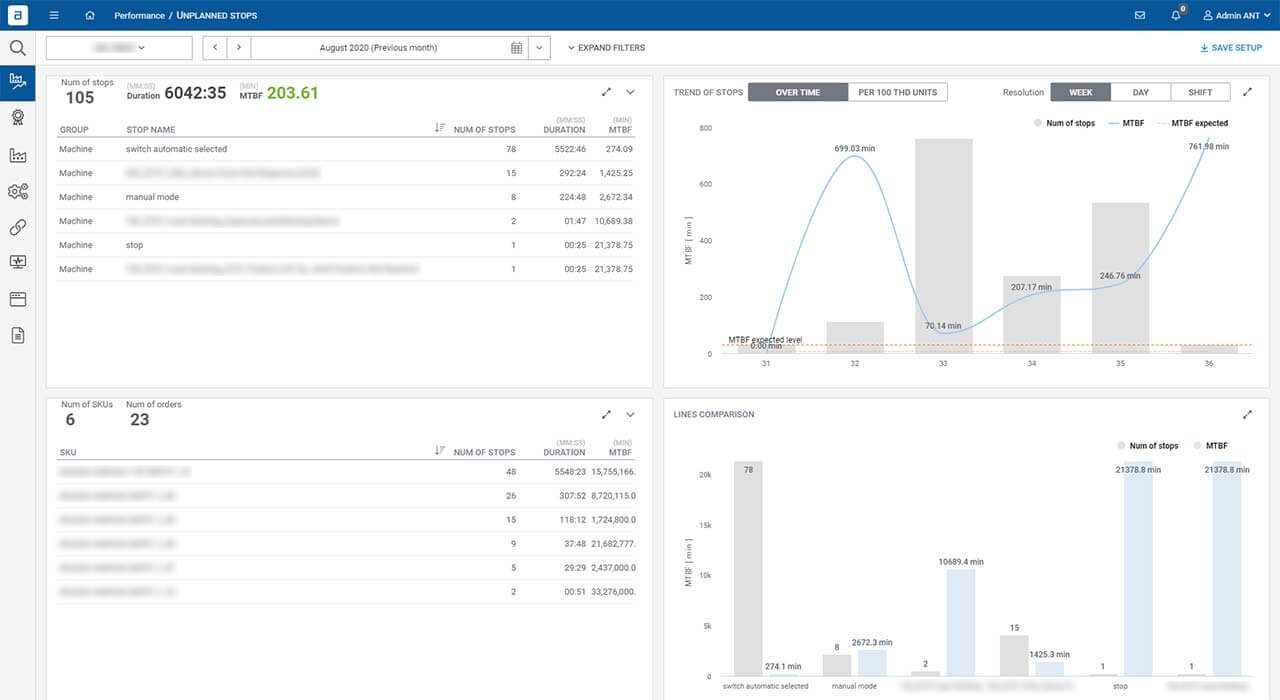
Jakie są przyczyny powstawania mikroprzestojów w procesie produkcyjnym?
Poznaj powszechne przyczyny mikroprzestojów podczas procesu produkcyjnego i dowiedz się, jak im zaradzić, aby poprawić efektywność i wydajność.