Wymagania dotyczące realizacji
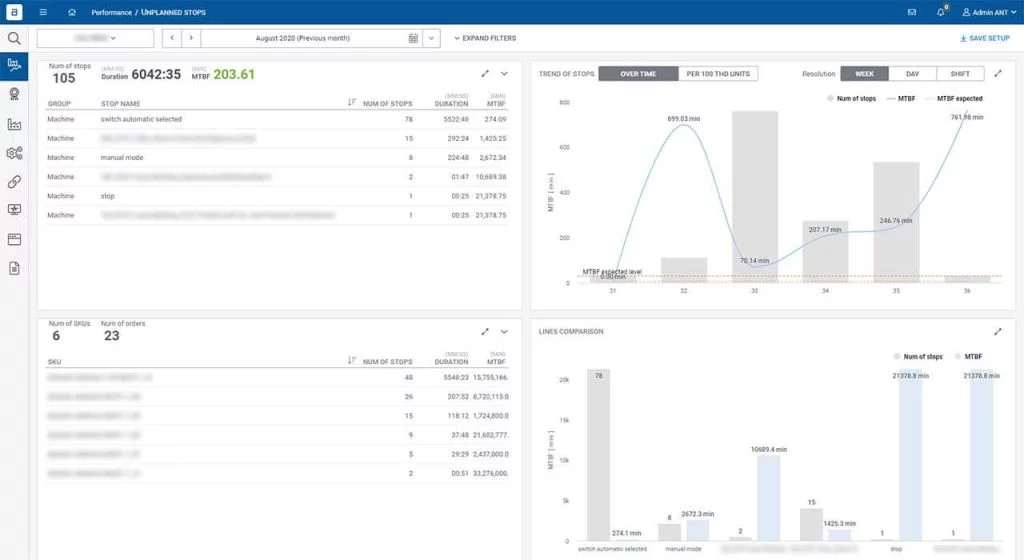
Fabryka potrzebowała rozwiązania do zbierania danych w czasie rzeczywistym, szybkiej i spójnej analizy, wspierającego gotową metodologię Integrated Work System (IWS), która opiera się na dwóch zasadach: dążeniu do osiągnięcia zerowych strat podczas procesu produkcyjnego oraz 100% własności pracowników. Kluczowym czynnikiem w procesie wdrożenia była minimalizacja marnotrawstwa, którą można było osiągnąć poprzez działania lean, mające na celu zwiększenie Mean Time Between Failures (MTBF) oraz minimalizację krótkich i częstych przestojów. Całkowita Efektywność Wyposażenia (OEE) jest standardem pomiaru produktywności produkcji, a zbudowany jest z trzech elementów: wydajności, dostępności i jakości. Zwiększenie wydajności, w której uwzględnia się wszystko, co powoduje, że proces produkcyjny podczas pracy pracuje z mniejszą niż maksymalna możliwa prędkością, może wpłynąć na efektywność procesów.
Grupa zaczęła przygotowywać standaryzację dla procesów fabrycznych, kluczowych wskaźników wydajności (KPI) oraz wymagań. Ze względu na wymagania biznesowe, system musi być w stanie automatycznie identyfikować przyczyny źródłowe wszelkich mikroprzestojów dłuższych niż 5 sekund. Wynika to z faktu, że operator nie jest w stanie zgłosić każdego pojedynczego zatrzymania - te krótsze niż 5 sekund są traktowane jako fluktuacje maszyny. Kierownictwo chciało osiągnąć szybkie korzyści dzięki analizie i redukcji najczęstszych przyczyn mikroprzestojów.
Proces przezbrojenia obejmuje zwykle takie zadania, jak identyfikacja narzędzi lub części maszyn, których dany produkt potrzebuje do produkcji, oraz wymiana niepotrzebnych części w urządzeniach produkcyjnych na aktualnie wymagane. Fabryka chciała monitorować i zmniejszyć czas przezbrojenia, ponieważ przynosi to wiele korzyści, takich jak danie fabryce więcej czasu na inne procesy. Może to być szczególnie cenne dla firm, które wytwarzają dużą liczbę produktów, ponieważ wysoki czas przezbrojenia może zmniejszyć czas, który operatorzy faktycznie spędzają każdego dnia na wytwarzaniu produktów. Zwracanie uwagi na czas przezbrojenia może być ważne dla każdego zakładu produkcyjnego, ponieważ jego skrócenie może pomóc firmie zaoszczędzić pieniądze i wyprodukować więcej produktów w określonym czasie.
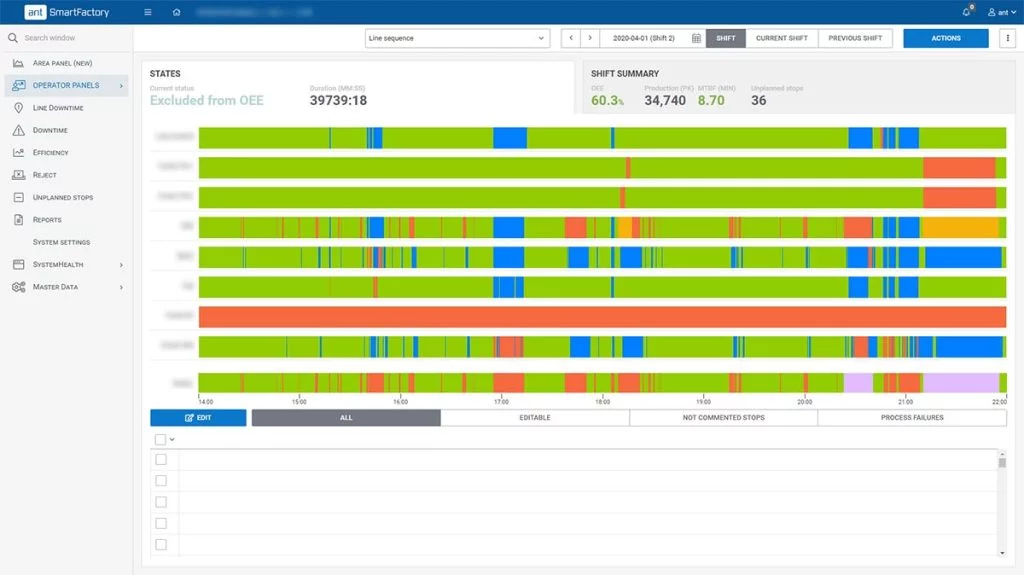
Firma chciała aktywnie wspierać operatorów za pomocą panelu operatorskiego z listą zadań i śledzeniem postępów, a także wyeliminować czas poświęcony na gromadzenie danych i podwójne raportowanie. Ponadto chciano wyświetlać cyfrową dokumentację bieżących zatrzymań i problemów na linii produkcyjnej oraz przypominać operatorom o okresowych czynnościach, takich jak smarowanie, czyszczenie i kontrola. Chcieli także integracji z lokalnym systemem realizacji produkcji (System MES) poprzez umieszczenie nowego systemu w środowisku fabrycznym.