Requirements for the implementation
The factory needed a solution for real-time data collection, fast and consistent analysis, supporting Integrated Work System (IWS) ready methodology, which is based on two principles: to strive to reach zero losses during the manufacturing process, and 100% employee ownership. A crucial factor in the process of implementation was the minimization of waste, which could be achieved through lean activities to increase Mean Time Between Failures (MTBF) and minimize short and frequent downtime. Overall Equipment Effectiveness (OEE) is a standard for measuring manufacturing productivity, and it’s built from three components: performance, availability, and quality. Increasing performance, which takes into account anything that causes the manufacturing process to run at less than the maximum possible speed when it is running, can influence the effectiveness of the processes.
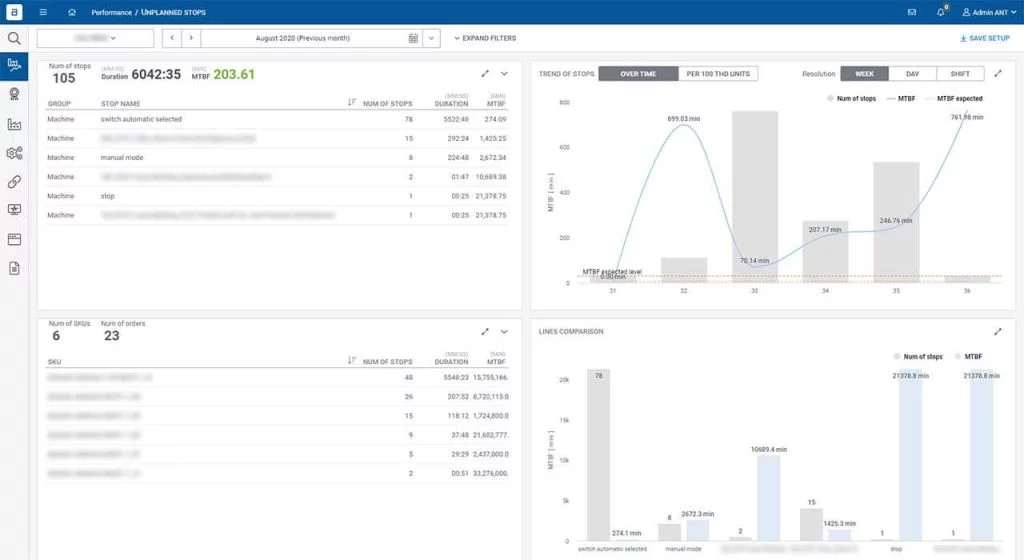
The group started to prepare a standardization for factories processes, Key Performance Indicators (KPIs), and requirements. Due to business requirements, the system must be able to automatically identify the root causes of any microstops longer than 5 seconds. This is because it’s impossible for the operator to report every single stop – the ones that are shorter than 5 seconds are treated as a machine fluctuation. Management wanted to achieve quick wins thanks to the analysis and reduction of the most common microstops causes.
The changeover process typically involves tasks such as identifying the tools or machine parts that a product needs for production and replacing unneeded parts in production equipment with those currently required. The factory wanted to monitor and reduce changeover time because it brings a lot of benefits, such as giving the factory more time for other processes. This can be especially valuable for companies that make a large number of products because high changeover time can reduce the time that operators actually spend each day on making the products. Paying attention to changeover time can be important for any manufacturing facility because reducing it can help a company save money and produce more products in the given time.
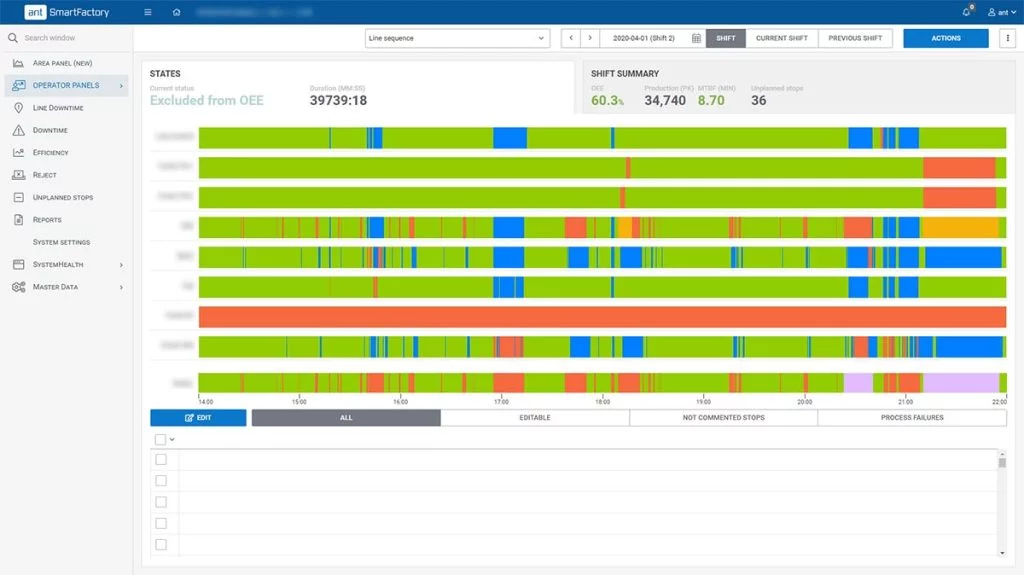
The company wanted active support for the operators using the Operator Panel with a task list, and progress tracking, as well as the elimination of time spent for collecting data and double reporting. Furthermore, they wanted to display the digital documentation for the current stops and issues on the production line, and to remind operators about periodic activities such as lubricating, cleaning, and inspecting. They also wanted integration with the local Manufacturing Execution System (MES) by placing the new system in the factory environment.