
Today, the effectiveness of all production operations can be automatically measured, and real values of cycle times/changeovers can influence the production schedule. This is possible thanks to machine connectivity – a cornerstone without which it would be hard to ensure up-to-date production data. Using the data generated by machinery makes it possible to regularly update the production plan and evaluate its progress. All this is done, of course, in real time by automatic calculation of current production performance, availability and quality. An important aspect in this context is to base any objectives on a plan that meets priority production targets – calculating these based on actual production rates and historical data. A simple rule can be adopted here: the more modern the analytical tools and those designed to optimize the production plan are, the more visible the alignment of the plan with the execution of objectives.
Automatic production planning, a fundamental step in analyzing the company’s operating system
Planning automation is based on the use of an in-house and dedicated system for a specific company, which will ensure automated production planning. This is done on the basis of varied scenarios. In this way, the system makes assumptions – and offers solutions – when, for example, it is crucial to optimize chanegover times or meet an agreed deadline.
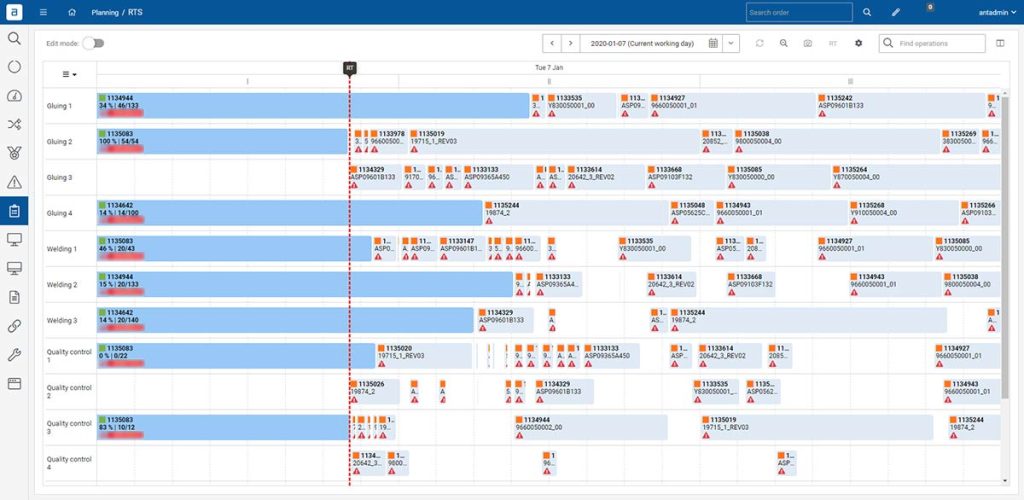
Planning automation differs significantly from the standard understanding of this process. The creation of plans takes place using a Gantt chart and a visually simple drag&drop method. So the automation turns out to be surprisingly user-friendly and intuitive. In addition, automatic production planning makes effective use of historical data, thus providing the optimum solution for reducing the risk of error. Any potential bottlenecks – areas that could pose a problem – are detected beforehand. In practice, the plannist therefore has more room to plan alternatives and changes in terms of the production schedule.
Implementations of ANT: ways to optimize production planning
How does the technology offered by ANT address potential problem areas?
Automatic and manual production optimization
The two spheres can be reconciled by following a specific plan for the interaction of the two methods. The plan includes:
- selection of an order that must be executed as quickly as possible,
- planning the sequence of execution on the machines,
- adjusting any other production orders to this objective,
- prioritizing production orders,
- manual rescheduling with automatic production optimization.
Real-time acquisition of production data
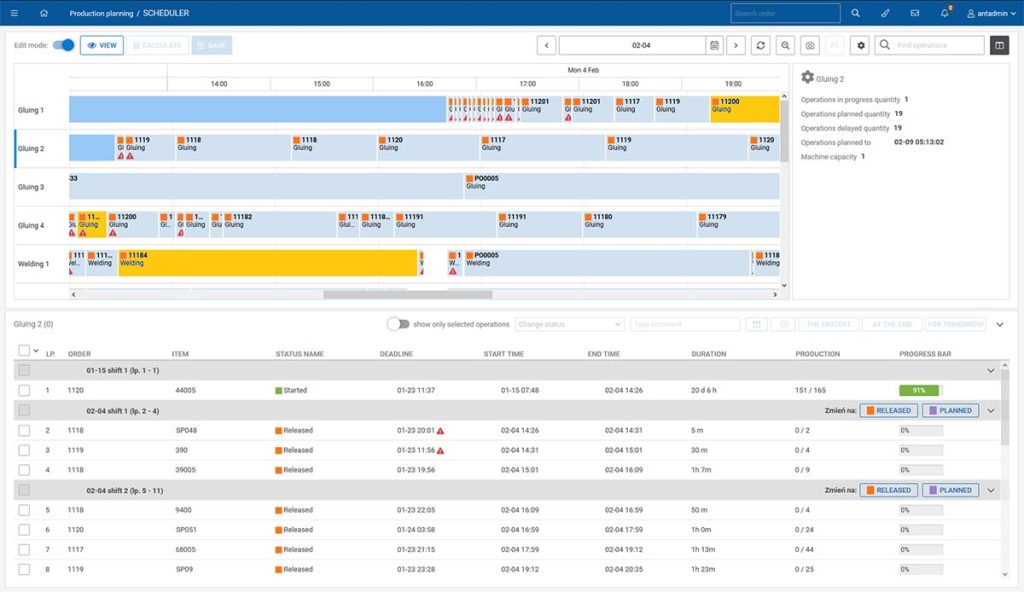
This area undoubtedly requires special attention. This is because it is one of the key factors determining the implementation of the production plan. Monitoring the progress of production orders and the associated calculation of the actual cycle time or production rate provides full control over the manufacturing process. The following tasks are of high importance in this context:
- automatic updating of the production plan based on the condition of machines,
- recording any downtime, change of machine layout or delay in starting production,
- risk assessment of which production orders will not be carried out on time.
These are challenges that are difficult to meet using standard technologies. ANT system is more comprehensive. It envisages an integration with the MES system based on machine connectivity. Production progress is reported in real time and the production plan is also analyzed on an ongoing basis.
Proper production capacity planning in the context of resource validation
Production planning should be based on several fundamental factors. One of them is the assumption that a given tool is fully available for the execution of a given production order in the chosen time; if there are any limitations in this respect, the system should give feedback that it is operations cannot be performed on a chosen date.
It should also be assumed that the materials and components required for the task are in stock. An additional point to take into account is the assumption that the materials and components have been approved for use by the relevant department – e.g. quality control.
The human factor is another issue. Production planning is based on the assumption that employees – who are properly qualified to perform their work – are fully available and prepared to carry out the production order.
Other assumptions in the context of planning are:
- the possibility of carrying out a specific operation on a specific machine,
- numerous options for choosing the best available machine; this data must include an assessment of alternative routes or solutions,
- monitoring of consumed materials and components and automatically generated alerts in case of low stock levels,
- calculation of the production plan depending on the options selected.
How to plan production in the context of two-way ERP integration?
One of the key problems during planning is the issue of double reporting and storing the same data in two systems. How to counteract this? A smooth integration with ERP is undoubtedly a must.
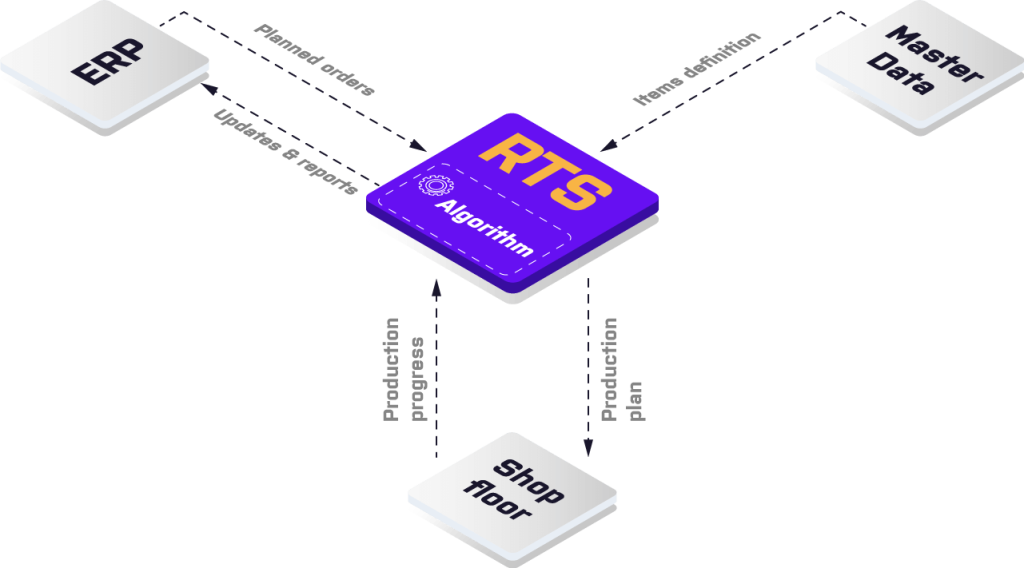
In practice, this comes down to a mechanism that selects the data that will need to be extracted from the ERP. These are:
- production orders
- operations
- BOM
- routings
- positions
- sales orders
- stored stocks
- transactions
The implementation of the ANT system leads to a precise integration with ERP in order to fully eliminate the peculiar effects of double work in data exchange. This limits the negative impact of such information on reporting data.
In addition, the ANT system places great weight on the use of historical data. However, this has a slightly different tone to relying on ideal data – estimates from the past that do not reflect reality. Among other things, the ANT system ensures that cycle time is collected and updated on the basis of actual values taken directly from machines and operators.
Optimization of system changes in the machinery park
The use of a changeover matrix is instrumental in optimizing production plans. The data can be used to optimize the number and timing of changeovers between critical production steps. Of course, it is also vital in this context to monitor changeover progress and response times to deviations.
How does ANT address the issue of changeovers? The system automatically prolongs or shortens them depending on the sequence of items being produced and machines being used. It places great emphasis on comprehensive information – step-by-step instructions for the operator combined with monitoring of each stage.
The ANT system in this context automatically calculates the actual changeover time between item A and item B. On this basis, it allows the user to decide what the next steps should be – e.g. whether the person responsible wants to update the originally planned changeover time.
Why implement ANT to optimize production plans?
The implementation of ANT RTS brings tangible benefits to the company. The basic ones are:
- reduced time needed for scheduling,
- improved timeliness of orders and shipments,
- cost minimization for the most optimized production plan,
- a much more realistic production plan,
- calculation according to the real cycle time,
- reduced number of necessary changeovers or components used.
As a result, the experience of ANT customers shows that the number of necessary changeovers is reduced by an average of around 35 percent. A shorter process time for this type of work is also evident – it has been reduced by 40 percent. The recorded increase in production volumes amounts to an average of 15 percent.
Advanced Planning and Scheduling (APS)
AdvancedPlanning & Scheduling (APS) Planning and scheduling production is made more accessible with ANT’s APS software. Maintain a constant production pace with the help of

Manufacturing Operations Management System (MOM)
Manufacturing Operations Management System (MOM) The most complete manufacturing solution with full support for operations management and a link between industrial automation and business operations

How to monitor and control automated assembly production line?
With the advent of Industry 4.0, broadly defined automation of production lines has become a standard, without which it is difficult to imagine a modern

How to guide operator on shop floor – step by step production and changeovers
Operator guidance is an essential part of the production process. It primarily ensures that the process is executed following the developed technological guidelines. Step-by-step support

WMS – how to choose a warehouse management system and how much does it cost?
A WMS is used to better control warehouse processes and increase efficiency indicators. In order to achieve the intended effect of improving the efficiency and


