
Una fabbrica intelligente è un impianto di produzione che utilizza tecnologie avanzate per raccogliere e analizzare i dati, automatizzare i processi e prendere decisioni in tempo reale. Le fabbriche intelligenti sono più efficienti, produttive e sostenibili di quelle tradizionali. Possono produrre prodotti di qualità superiore a costi inferiori e rispondere più rapidamente ai cambiamenti della domanda.
Smart Factory è un termine fondamentale del concetto di Industria 4.0 (Quarta Rivoluzione Industriale) e il punto di arrivo del processo di trasformazione digitale.
Qual è la differenza tra una fabbrica tradizionale e una Smart Factory?
In una fabbrica standard, le operazioni sono in gran parte manuali e cartacee. I dati vengono raccolti e inseriti nei sistemi manualmente e la comunicazione è spesso lenta e inefficiente. Di conseguenza, le fabbriche standard possono essere soggette a errori, ritardi e sprechi.
Le fabbriche intelligenti, invece, utilizzano sensori e altri dispositivi per raccogliere dati da macchine e processi in tempo reale. Questi dati vengono poi analizzati utilizzando l'intelligenza artificiale e l'apprendimento automatico per identificare tendenze, modelli e potenziali problemi. Queste informazioni vengono quindi utilizzate per ottimizzare le operazioni, migliorare la qualità e prendere più rapidamente decisioni migliori.
| Caratteristica | Fabbrica standard | Fabbrica intelligente |
| Raccolta dati | Manuale | In tempo reale |
| Comunicazione | Lentezza e inefficienza | Efficiente e veloce |
| Segnalazione | Duplicato | Un'unica fonte di verità |
| Indicatori | Inaccurata | Preciso |
| Documentazione | Cartaceo | Digitale |
| Errori | Alto | Basso |
| Risposta agli errori | In ritardo | Immediato |
| Tempi di inattività | Comune | Raro |
| Controllo dei macchinari | Limitato | Completo |
| Gestione dell'inventario | Subottimale | Efficiente |
| Consumi di utilità | Non controllato | Controllato |
| Emissioni di gas a effetto serra | Non censito | Contabilizzato |
| Disponibilità al cambiamento | Basso | Alto |
| Sostenibilità | Basso | Alto |
Nella fabbrica intelligente, sensori e altri dispositivi raccolgono dati da macchine e processi in tempo reale. Questi dati vengono poi analizzati utilizzando l'intelligenza artificiale e l'apprendimento automatico per identificare tendenze, modelli e potenziali problemi. Queste informazioni vengono poi utilizzate per ottimizzare le operazioni, migliorare la qualità e prendere più rapidamente decisioni migliori.
L'introduzione dell'automazione industriale
L'introduzione dell'automazione industriale ha una storia lunga e ricca, che risale agli inizi del XIX secolo. I primi dispositivi di automazione industriale erano semplici macchine utilizzate per automatizzare attività ripetitive, come la tessitura e la filatura. Con il progredire della tecnologia, sono stati sviluppati dispositivi di automazione più sofisticati, come il controllore logico programmabile (PLC) negli anni Settanta.

I PLC hanno rivoluzionato l'automazione industriale, rendendo possibile la creazione di sistemi di automazione complessi e flessibili. I PLC possono essere utilizzati per controllare un'ampia gamma di macchine e apparecchiature e possono essere programmati per eseguire una serie di compiti. Questa flessibilità ha reso i PLC i dispositivi di automazione più utilizzati al mondo.
L'introduzione dell'automazione industriale ha avuto un profondo impatto sull'industria manifatturiera. L'automazione ha portato a un aumento significativo dell'efficienza e della produttività e ha contribuito a migliorare la qualità dei prodotti fabbricati. Inoltre, l'automazione ha creato nuovi posti di lavoro nei settori dell'ingegneria, della manutenzione e della programmazione.
Oggi l'automazione industriale è utilizzata in un'ampia gamma di settori, tra cui quello manifatturiero, automobilistico, alimentare e delle bevande, aerospaziale e sanitario. L'automazione aiuta le aziende a migliorare l'efficienza, la produttività, la qualità, la gestione della catena di fornitura e la competitività.
Quali sono le tecnologie utilizzate oggi in una Smart Factory?
Le fabbriche intelligenti utilizzano una serie di tecnologie per migliorare l'efficienza, la produttività e la qualità. Alcune delle tecnologie più comuni includono:
Internet degli oggetti (IoT): I dispositivi IoT raccolgono dati da macchine, sensori e altre apparecchiature in tutta la fabbrica. Questi dati possono essere utilizzati per monitorare l'andamento della produzione, identificare potenziali problemi e prendere decisioni migliori.

Intelligenza artificiale (AI): L'intelligenza artificiale viene utilizzata per analizzare i dati provenienti dai dispositivi IoT e da altre fonti per identificare modelli e tendenze. Queste informazioni possono essere utilizzate per prevedere i problemi, ottimizzare la produzione e prendere decisioni migliori.
Robotica e automazione: I robot e l'automazione vengono utilizzati per eseguire compiti ripetitivi, pericolosi o difficili da svolgere per l'uomo. In questo modo si possono liberare lavoratori per lavori più complessi e migliorare l'efficienza complessiva della fabbrica.

Analisi dei grandi dati: L'analisi dei big data viene utilizzata per elaborare e analizzare grandi quantità di dati provenienti da dispositivi IoT e altre fonti. Queste informazioni possono essere utilizzate per identificare tendenze, modelli e intuizioni che sarebbero difficili da trovare manualmente.
Gemelli digitali: I gemelli digitali sono rappresentazioni virtuali della fabbrica fisica. Possono essere utilizzati per simulare i processi produttivi e identificare potenziali problemi prima che si verifichino.
Produzione additiva (stampa 3D): La stampa 3D viene utilizzata per creare prototipi e parti personalizzate. In questo modo è possibile ridurre i tempi e i costi di sviluppo e produzione dei prodotti.
Edge computing: L'edge computing è un approccio decentralizzato all'elaborazione che avvicina la potenza di elaborazione e lo storage alla fonte dei dati. Questo può migliorare le prestazioni e ridurre la latenza nelle fabbriche intelligenti.

Cloud computing: Il cloud computing fornisce una piattaforma per l'archiviazione e l'elaborazione dei dati provenienti dai dispositivi IoT e da altre fonti. Fornisce inoltre l'accesso ad applicazioni software che possono essere utilizzate per analizzare i dati e gestire la produzione.
Software di produzione: Le soluzioni IT costituiscono la spina dorsale della moderna fabbrica digitale. Consentono di trasferire senza soluzione di continuità i dati dal mondo fisico a quello digitale, di tracciare i progressi e di garantire la tracciabilità end-to-end.

Realtà aumentata (AR): L'AR viene utilizzata per fornire ai lavoratori informazioni in tempo reale sulle macchine e sui prodotti su cui stanno lavorando. Questo può migliorare l'efficienza e la qualità.
Le fabbriche devono affrontare numerose sfide sia a livello locale che globale.
Sfide locali
Sfide globali

-
- Bassa efficienza complessiva delle apparecchiature (OEE)
-
- Controllo di processo inadeguato
-
- Inefficienza dei sistemi uomo-macchina e
comunicazione macchina-macchina
- Inefficienza dei sistemi uomo-macchina e
-
- Utilizzo inefficiente delle risorse
-
- Tempi di inattività e guasti non identificati
-
- Diminuzione della disponibilità della macchina
-
- Dispersione dei dati e mancanza di un approccio orientato ai dati
analisi del problema
- Dispersione dei dati e mancanza di un approccio orientato ai dati
-
- Mancanza di visibilità in officina
-
- Mancanza di integrazione tra i sistemi
-
- Mancanza di informazioni sulla macchina
-
- Attuazione delle strategie delineate
dall'UE in documenti quali:
Economia neutrale dal punto di vista climatico entro il 2050
Il Green Deal europeo
Necessità di eliminare il negativo
impatto dell'industria sul clima
Azioni per ridurre le emissioni di gas serra.
emissioni di gas
- Attuazione delle strategie delineate
-
- Consentire agli utenti di accedere e utilizzare i dati
dai dispositivi e dall'IoT sulla base del nuovo
Politica sulla legge sui dati
- Consentire agli utenti di accedere e utilizzare i dati
-
- Aumento dei costi dell'energia e dei materiali
-
- Problemi di forza lavoro
Riconoscete alcuni di questi problemi nella vostra fabbrica?
Se è così, la vostra fabbrica non è intelligente.
Una fabbrica intelligente è un impianto di produzione che utilizza le tecnologie digitali per migliorare l'efficienza, la produttività e la qualità dei processi produttivi. Le fabbriche intelligenti utilizzano dati e analisi per prendere decisioni migliori, automatizzare le attività e prevedere i problemi.
L'elenco dei problemi riportati nell'immagine precedente sono tutte sfide comuni che le aziende manifatturiere devono affrontare. Le tecnologie della fabbrica intelligente possono aiutare a risolvere questi problemi e a migliorare le prestazioni complessive della fabbrica.
Ad esempio, le tecnologie della fabbrica intelligente possono essere utilizzate per:
-
- Riducete i tempi di inattività prevedendo e prevenendo i guasti alle macchine.
-
- Migliorare la qualità identificando e correggendo i difetti in tempo reale.
-
- Aumentate la visibilità sull'avanzamento della produzione in modo che i manager possano prendere decisioni informate.
-
- Automatizzare le attività manuali per liberare gli operatori per lavori più complessi.
-
- Migliorare la tracciabilità dei prodotti e dei materiali in modo che le aziende possano soddisfare i requisiti dei clienti e la conformità alle normative.
Se vi trovate di fronte a uno dei problemi elencati sopra, è il momento di considerare l'opportunità di investire in pratiche di produzione intelligenti e tecnologie di fabbrica. Le fabbriche intelligenti possono aiutarvi a migliorare i vostri profitti e a rimanere competitivi nell'attuale mercato globale.
Come può una fabbrica intelligente migliorare l'efficienza e la produttività?
Il passaggio dalle fabbriche tradizionali alle Smart Factory rappresenta un salto di qualità non solo in termini di tecnologia, ma anche per i potenziali vantaggi che può offrire a produttori, dipendenti, catene di fornitura e persino ai consumatori finali. Ecco un approfondimento sui vantaggi di una Smart Factory:
- Produttività migliorata:
- Le fabbriche intelligenti ottimizzano i processi, riducono al minimo i tempi di inattività e automatizzano le attività di routine, portando a un aumento dei livelli di produzione.
- La robotica avanzata e i sistemi guidati dall'intelligenza artificiale possono operare 24 ore su 24, 7 giorni su 7, senza affaticarsi, garantendo cicli di produzione ininterrotti.
- Utilizzo efficiente delle risorse:
- Le analisi avanzate consentono una previsione più accurata del fabbisogno di materiali, riducendo gli sprechi.
- Il consumo di energia viene ottimizzato grazie a reti e sensori intelligenti, che consentono di operare in modo sostenibile e di risparmiare sui costi.
- Maggiore flessibilità:
- Le fabbriche intelligenti possono adattarsi facilmente alle modifiche del design del prodotto o del volume di produzione.
- Possono passare senza problemi da un compito all'altro, consentendo una gamma di prodotti più diversificata senza dover riconfigurare l'intero impianto.
- Produzione di alta qualità:
- Il monitoraggio costante e i meccanismi di feedback in tempo reale garantiscono la conformità dei prodotti ai rigorosi standard di qualità.
- I prodotti difettosi vengono rapidamente identificati e isolati, riducendo i richiami e migliorando la reputazione del marchio.
- Manutenzione predittiva:
- Invece di aspettare che una macchina si guasti, l'analisi dei dati prevede quando è necessaria la manutenzione, riducendo i tempi di fermo imprevisti.
- Questo approccio proattivo prolunga la durata di vita dei macchinari e riduce i costi di manutenzione a lungo termine.
- Risparmio sui costi:
- Con l'aumento dell'efficienza e la riduzione degli sprechi, le fabbriche intelligenti spesso portano a significativi risparmi finanziari nel lungo periodo.
- I costi di inventario sono ridotti al minimo grazie alla produzione just-in-time e alle dinamiche ottimizzate della supply chain.
- Miglioramento della sicurezza dei lavoratori:
- L'automazione riduce la necessità di intervento umano in attività potenzialmente pericolose.
- Il monitoraggio in tempo reale può rilevare condizioni di non sicurezza, innescando azioni preventive immediate.
- Processo decisionale in tempo reale:
- I manager e le parti interessate possono prendere decisioni informate sulla base di dati in tempo reale provenienti dalla fabbrica.
- L'accesso immediato a questi dati consente di reagire più rapidamente ai cambiamenti del mercato, alle interruzioni della catena di fornitura o ai problemi di produzione.
- Capacità di personalizzazione:
- Le fabbriche intelligenti possono gestire in modo efficiente gli ordini personalizzati, consentendo alle aziende di soddisfare le esigenze specifiche dei clienti senza compromettere la velocità di produzione.
- Questo aumenta la soddisfazione dei clienti e apre nuovi segmenti di mercato.
- Ottimizzazione della catena di fornitura:
- I sistemi integrati forniscono informazioni su ogni fase della catena di fornitura, garantendo la consegna tempestiva delle materie prime e la distribuzione dei prodotti finiti.
- I ritardi e le inefficienze sono ridotti al minimo, con un processo produttivo più fluido e affidabile.
- Vantaggi ambientali:
- La riduzione dei rifiuti, l'ottimizzazione dei consumi energetici e le pratiche sostenibili fanno sì che le fabbriche intelligenti abbiano una minore impronta di carbonio.
- Si allineano maggiormente agli obiettivi di sostenibilità globale, migliorando l'immagine del marchio e adempiendo alle responsabilità sociali dell'azienda.
In che modo una fabbrica intelligente influisce sul lavoro delle persone?
L'impatto delle fabbriche intelligenti sul lavoro delle persone è complesso e sfaccettato. Da un lato, le fabbriche intelligenti possono comportare la perdita di posti di lavoro, in quanto alcune mansioni attualmente svolte dall'uomo possono essere automatizzate. D'altro canto, le fabbriche intelligenti possono anche creare nuovi posti di lavoro, in quanto sono necessarie nuove competenze per progettare, implementare e gestire le soluzioni e le tecnologie della fabbrica intelligente.
Nel complesso, l'impatto delle fabbriche intelligenti sul lavoro delle persone sarà probabilmente positivo nel lungo periodo. Le fabbriche intelligenti possono rendere più efficiente e produttivo l'intero processo produttivo, favorendo la crescita economica e la creazione di posti di lavoro. Tuttavia, c'è il rischio che alcuni lavoratori vengano spostati nel breve periodo, in seguito all'implementazione delle tecnologie delle fabbriche intelligenti.
Ecco alcuni modi specifici in cui le fabbriche intelligenti stanno influenzando il lavoro delle persone:
-
- Automazione: Le fabbriche intelligenti stanno automatizzando molte attività attualmente svolte dall'uomo, come le catene di montaggio, il controllo qualità e la movimentazione dei materiali. Ciò può comportare la perdita di posti di lavoro, ma può anche liberare lavoratori per compiti più complessi e qualificati.
-
- Nuove competenze: Le fabbriche intelligenti richiedono nuove competenze per progettare, implementare e gestire le tecnologie di fabbrica intelligenti. Questo crea nuovi posti di lavoro per ingegneri, scienziati dei dati e altri lavoratori qualificati.
-
- Riqualificazione e riqualificazione: Molti lavoratori che vengono spostati dalle tecnologie della fabbrica intelligente dovranno essere riqualificati o riqualificati per apprendere nuove competenze per l'ambiente della fabbrica intelligente. Questa può essere una sfida, ma è importante garantire che tutti i lavoratori abbiano l'opportunità di beneficiare della transizione verso la produzione intelligente.
I governi e le imprese hanno un ruolo da svolgere per aiutare i lavoratori a passare all'economia della fabbrica intelligente. I governi possono fornire sostegno ai programmi di riqualificazione e aggiornamento professionale. Le imprese possono investire nella formazione dei propri lavoratori su nuove competenze e nella creazione di nuovi posti di lavoro per i lavoratori che vengono spostati dall'automazione.
Come può una fabbrica intelligente migliorare l'efficienza e la produttività?
Le fabbriche intelligenti possono migliorare l'efficienza e la produttività in diversi modi:
-
- Raccolta e analisi dei dati in tempo reale: Le tecnologie di fabbrica intelligenti raccolgono dati da macchine, sensori e altre apparecchiature in tempo reale. Questi dati possono essere utilizzati per monitorare l'andamento della produzione, identificare potenziali problemi e prendere decisioni migliori. Ad esempio, gli algoritmi di apprendimento automatico possono essere utilizzati per prevedere i guasti alle macchine prima che si verifichino, contribuendo a ridurre i tempi di fermo e a migliorare l'efficienza.
-
- Automazione delle attività manuali: Le fabbriche intelligenti possono automatizzare molte attività manuali attualmente svolte dall'uomo. In questo modo si possono liberare lavoratori per attività più complesse e qualificate, con conseguente aumento della produttività. Ad esempio, i robot possono essere utilizzati per eseguire lavori in catena di montaggio, liberando gli operai per la risoluzione dei problemi e il miglioramento della qualità.
-
- Migliore visibilità e tracciabilità: Le tecnologie di fabbrica intelligenti forniscono visibilità in tempo reale sull'avanzamento della produzione e sulla tracciabilità di prodotti e materiali. Questo può aiutare a identificare e risolvere i colli di bottiglia, ridurre gli sprechi e migliorare la qualità. Ad esempio, i tag RFID possono essere utilizzati per tracciare il movimento dei prodotti attraverso il processo di produzione, aiutando a identificare e risolvere i ritardi.
-
- Collaborazione tra uomo e macchina: Le tecnologie della fabbrica intelligente possono essere utilizzate per creare un ambiente più collaborativo tra uomini e macchine. Ad esempio, la realtà aumentata (AR) può essere utilizzata per fornire ai lavoratori informazioni in tempo reale sulle macchine e sui prodotti su cui stanno lavorando. Questo può aiutare i lavoratori a svolgere i loro compiti in modo più efficiente e preciso.
Quali sono i vantaggi che le aziende sperimentano/si aspettano dalla digitalizzazione delle fabbriche?
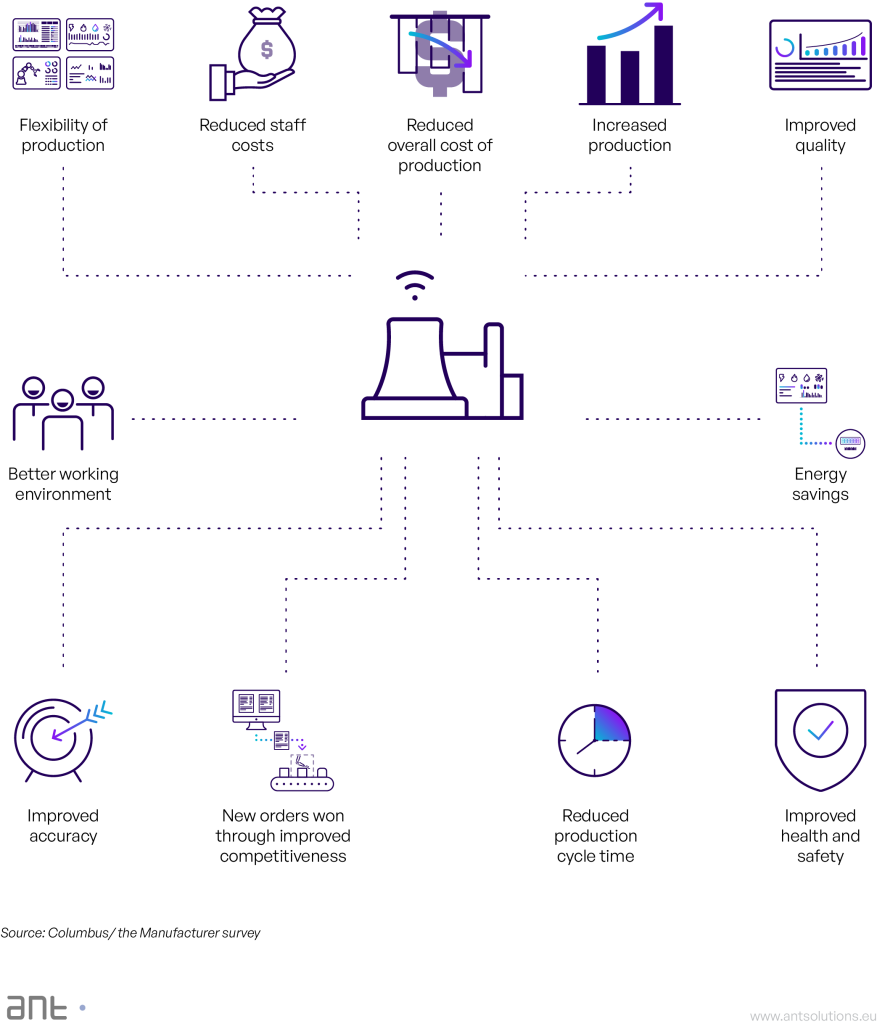
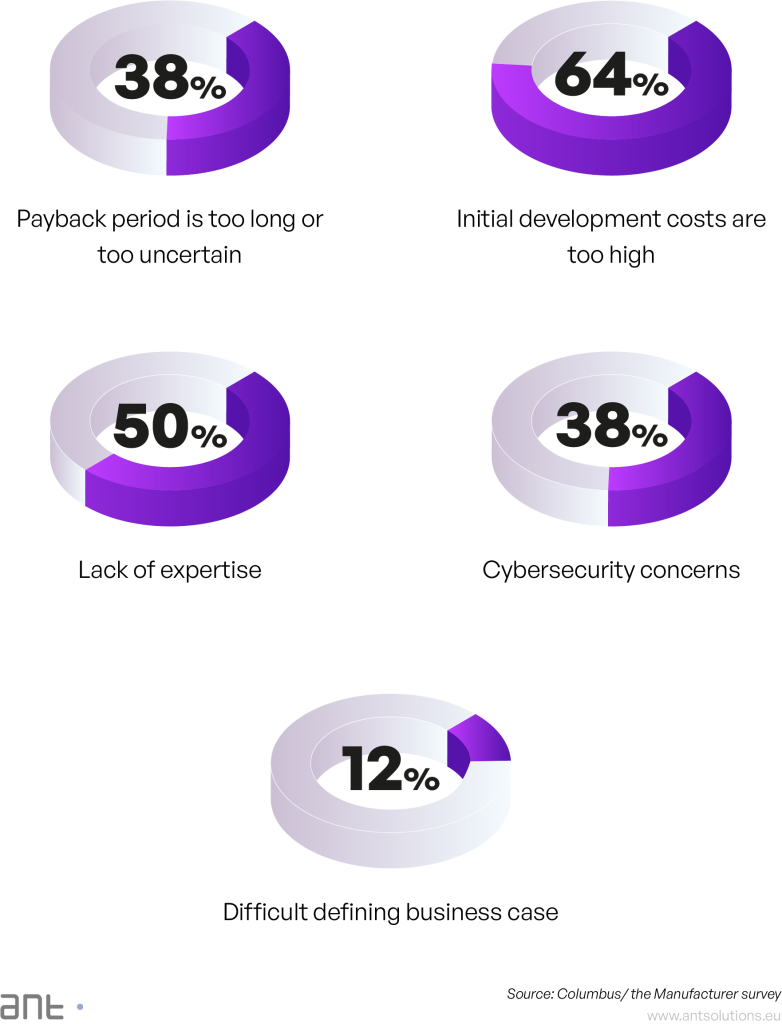
Quali sono i rischi e le sfide potenziali nell'implementazione di una Smart Factory?
-
- Costo: Le tecnologie di fabbrica intelligenti possono essere costose da implementare e mantenere. Questo può essere un ostacolo per le piccole e medie imprese.
-
- Complessità: Le fabbriche intelligenti sono sistemi complessi che richiedono un'attenta pianificazione e implementazione. C'è il rischio che le cose vadano storte, con conseguenti costi e disagi.
-
- Sicurezza: Le fabbriche intelligenti sono collegate a Internet, il che le rende vulnerabili agli attacchi informatici. È importante implementare forti misure di sicurezza per proteggere i sistemi e i dati delle fabbriche intelligenti.
-
- Gestione del cambiamento: L'implementazione di una fabbrica intelligente può richiedere modifiche significative ai processi e ai flussi di lavoro esistenti. È importante gestire questo cambiamento con attenzione per garantire che i dipendenti siano a bordo e che la transizione avvenga senza problemi.
-
- Carenza di competenze: C'è una carenza di lavoratori qualificati che abbiano le competenze e le conoscenze per progettare, implementare e gestire le tecnologie della fabbrica intelligente. Questo può rendere difficile trovare i talenti giusti per implementare una fabbrica intelligente.
Preoccupazioni relative all'implementazione e alla continuità della connettività di fabbrica
Misurare il successo e il ROI della fabbrica intelligente
Definizione di indicatori chiave di prestazione (KPI) per misurare l'impatto dell'implementazione della smart factory
Nell'ambito dell'implementazione delle fabbriche intelligenti e dell'integrazione dei moderni sistemi informatici, la misurazione
successo e il ritorno sull'investimento (ROI) gioca un ruolo fondamentale nel determinare l'efficacia e la redditività dell'investimento.
valore di queste iniziative. La definizione di indicatori chiave di prestazione (KPI) fornisce alle organizzazioni
con metriche tangibili per valutare l'impatto dei loro sforzi di fabbrica intelligente. Alcuni esempi di
I KPI in questo contesto includono la produzione, i tempi di fermo macchina, le metriche di qualità e l'energia.
consumo. Monitorando la produzione, le aziende possono valutare l'efficienza e il consumo di energia.
velocità di fabbricazione dei prodotti, assicurando un utilizzo ottimale delle risorse e delle
ridurre al minimo i colli di bottiglia. Il monitoraggio dei tempi di fermo macchina aiuta a identificare le opportunità di
ottimizzazione della manutenzione, riducendo le costose interruzioni di produzione. Le metriche di qualità consentono
organizzazioni per misurare i difetti del prodotto, la rilavorazione e la soddisfazione del cliente, assicurando in tal modo
la consegna di prodotti di alta qualità. Infine, il monitoraggio dei consumi energetici aiuta a identificare
opportunità di risparmio energetico, con conseguente riduzione dei costi e sostenibilità ambientale. Da
Definendo e analizzando questi KPI, le aziende possono ottenere informazioni preziose sul successo e sul ROI.
dell'implementazione della loro fabbrica intelligente, favorendo il miglioramento continuo e la crescita.
È importante notare che i KPI specifici e le metriche utilizzate per misurare il successo e il ROI
dell'implementazione di una smart factory può variare a seconda delle caratteristiche uniche di ogni
fabbrica e gli specifici sistemi IT adottati. Fattori come il settore, il tipo di prodotto,
processi produttivi e le esigenze dei clienti, tutti giocano un ruolo fondamentale nel determinare le
KPI per un determinato scenario. Ad esempio, una fabbrica focalizzata sulla produzione snella potrebbe dare priorità a
metriche come la riduzione dei tempi di consegna, la rotazione delle scorte e la riduzione degli sprechi. D'altra parte, un
Una fabbrica con una forte enfasi sulla reattività del cliente potrebbe dare priorità a KPI relativi a
consegna puntuale, accuratezza nell'evasione degli ordini e valutazione della soddisfazione dei clienti. Adattando il
selezione dei KPI per allinearsi agli obiettivi e ai requisiti specifici dello stabilimento, delle organizzazioni
possono garantire una valutazione completa dell'impatto e del successo della loro fabbrica intelligente.
implementazione.
Scaricate il nostro rapporto sulla Smart Factory con uno studio dettagliato dei casi, compreso il ROI.
In conclusione
Una fabbrica intelligente rappresenta l'evoluzione tecnologica e digitale degli impianti di produzione tradizionali. Sfruttando tecnologie avanzate come AI, IoT, analisi dei dati e automazione, le fabbriche intelligenti offrono una serie di vantaggi:
-
- Produttività migliorata: Queste fabbriche ottimizzano le operazioni e possono funzionare 24 ore su 24, 7 giorni su 7, grazie a sistemi guidati dall'intelligenza artificiale e dalla robotica, riducendo al minimo i tempi di inattività dovuti all'uomo.
-
- Uso efficiente delle risorse e dell'energia: L'analisi predittiva riduce gli sprechi e i sensori ottimizzano il consumo energetico, consentendo di risparmiare sui costi e sulla sostenibilità.
-
- Flessibilità e personalizzazione: Le fabbriche intelligenti sono in grado di adattarsi rapidamente alle modifiche di progettazione o alle variazioni dei volumi di produzione e di gestire in modo efficiente gli ordini personalizzati, consentendo alle aziende di soddisfare le richieste specifiche dei clienti senza sacrificare il ritmo di produzione.
-
- Qualità e manutenzione predittiva: Il monitoraggio continuo garantisce una produzione di alta qualità, identificando rapidamente i difetti. La manutenzione predittiva riduce i tempi di fermo macchina imprevisti, con conseguente prolungamento della durata della macchina e risparmi sui costi.
-
- Maggiore sicurezza e processo decisionale in tempo reale: L'automazione e il monitoraggio in tempo reale migliorano la sicurezza dei lavoratori e facilitano un processo decisionale immediato e basato sui dati.
-
- Ottimizzazione della catena di fornitura e benefici ambientali: I sistemi integrati snelliscono l'intera catena di fornitura e riducono l'impatto ambientale, allineandosi agli obiettivi globali di sostenibilità.
Tuttavia, la transizione pone anche delle sfide, come il potenziale spostamento di posti di lavoro a causa dell'automazione. Mentre alcuni ruoli potrebbero diventare obsoleti, emergeranno nuove opportunità per i lavoratori qualificati, come i data scientist e gli ingegneri. L'implementazione delle fabbriche intelligenti richiede investimenti significativi e le aziende devono affrontare rischi potenziali come le minacce alla cybersecurity, i problemi di integrazione e la necessità di aggiornare i dipendenti. Tuttavia, tracciando gli indicatori di prestazione chiave, le aziende possono misurare e ottimizzare il ritorno sugli investimenti delle loro iniziative di trasformazione digitale.

Sistema di Gestione
delle Operazioni di Produzione (MOM)
Manufacturing Operations Management System (MOM) La soluzione più completa per la produzione, con un supporto completo per la gestione delle operazioni e un collegamento tra l'automazione industriale e le operazioni aziendali.

Sistema MES - Sistema di esecuzione della produzione - Soluzioni ANT
Sistema MES - Manufacturing Execution System 0 % aumento dei tempi operativi 0 % riduzione della quantità di difetti 0 % riduzione del consumo di materiali 0 % tempo di cambio

Monitoraggio delle prestazioni OEE
Monitoraggio delle prestazioni (OEE) Collegatevi e raccogliete dati dalle vostre macchine. Programmate una demo Si sono fidati di noi: Benefici principali Aumento dell'OEE ✔️ tempi di inattività più brevi ✔️ produzione più rapida


