
如今,所有生产操作的有效性都可以自动测量,周期时间/转换的实际值可以影响生产计划。这一切都要归功于机器的连通性--没有连通性就很难确保生产数据的及时更新。利用机器生成的数据可以 定期更新生产计划 并评估其进展情况。当然,所有这些都是通过自动计算当前的生产性能、可用性和质量来实时完成的。在这种情况下,一个重要的方面是将任何目标都建立在以下基础之上 实现优先生产目标的计划 - 根据实际生产率和历史数据来计算。这里可以采用一个简单的规则:分析工具和旨在优化生产计划的工具越现代化,计划与目标执行的一致性就越明显。
自动生产计划,分析公司运营系统的基本步骤
计划自动化的基础是为特定公司使用内部专用系统,以确保生产计划的自动化。这是根据不同的情况进行的。通过这种方式,该系统可以做出假设并提供解决方案。 优化转换时间或遵守约定的截止日期.
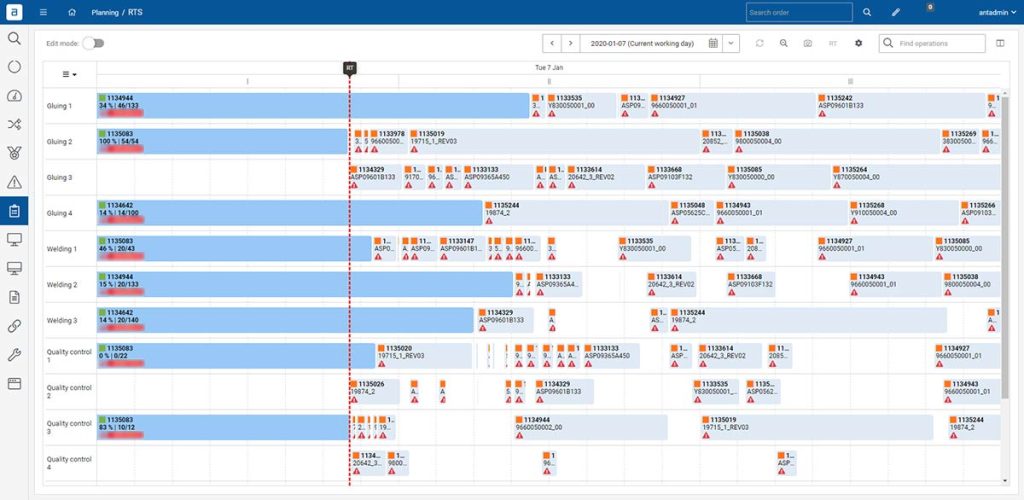
规划自动化与对这一流程的标准理解有很大不同。计划的创建是通过 甘特图和视觉上简单的拖放方法.因此,自动化的用户友好性和直观性令人惊讶。此外,自动生产计划还能有效利用历史数据,从而为降低出错风险提供最佳解决方案。任何潜在的瓶颈--可能造成问题的地方--都会被提前发现。因此,在实际操作中,计划人员有更多的空间来计划生产计划的替代方案和变更。
实施 ANT:优化生产规划的方法
ANT 提供的技术如何解决潜在的问题领域?
自动和手动优化生产
这两个领域可以通过两种方法互动的具体计划来协调。该计划包括
- 选择必须尽快执行的指令、
- 规划机器的执行顺序
- 将任何其他生产订单调整为这一目标、
- 确定生产订单的优先次序、
- 手动重新安排生产计划,自动优化生产。
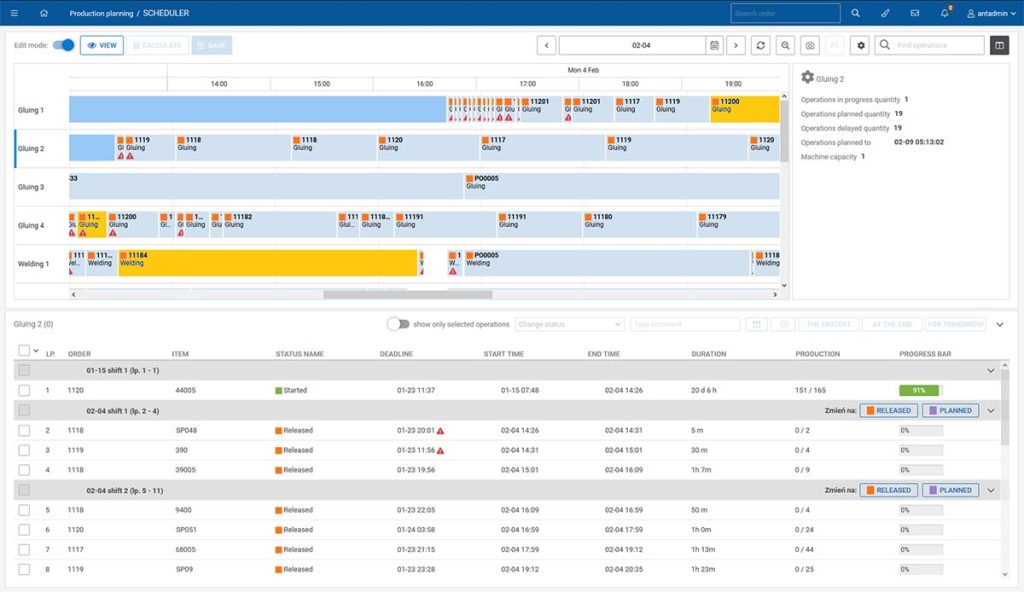
实时采集生产数据
这个领域无疑需要特别关注。因为它是决定生产计划实施的关键因素之一。 监测生产进度 命令 以及实际周期时间或生产率的相关计算 对生产过程进行全面控制.在这方面,以下任务非常重要:
- 根据机器状况自动更新生产计划、
- 记录任何停机、改变机器布局或延迟开始生产的情况、
- 对哪些生产订单无法按时执行进行风险评估。
这些都是标准技术难以应对的挑战。ANT 系统更加全面。它设想与 MES 系统 基于机器连接.实时报告生产进度,并持续分析生产计划。
在资源验证的背景下进行适当的生产能力规划
生产规划应基于几个基本因素。其中之一是假设 所给工具完全可用 为执行 如果在这方面有任何限制,系统应给出反馈,说明在所选日期无法执行操作。
还应假定 任务所需的材料和部件有库存.还需考虑的一点是,假定材料和部件已获相关部门(如质量控制部门)批准使用。
人的因素是另一个问题。生产计划基于以下假设 员工 - 有适当资格从事其工作的人 有充分的时间和准备 以执行生产指令。
规划方面的其他假设有
- 在特定机器上执行特定操作的可能性、
- 选择最佳可用机器的众多选项;这些数据必须包括对替代路线或解决方案的评估、
- 对消耗的材料和部件进行监控,并在库存不足时自动发出警报、
- 根据所选选项计算生产计划。
如何在企业资源规划系统双向集成的背景下制定生产计划?
规划期间的关键问题之一是重复报告和在两个系统中存储相同数据的问题。如何解决这个问题?毫无疑问,必须与企业资源规划系统顺利整合。
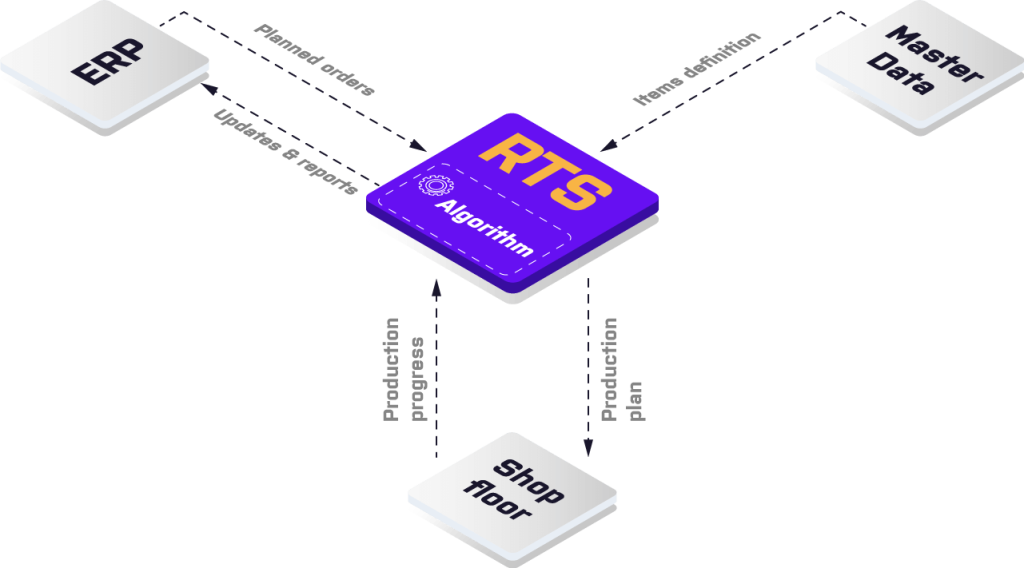
在实践中,这归结为一种机制,用于选择需要从企业资源规划系统中提取的数据。这些数据包括
- 生产订单
- 运营
- 物料清单
- 路由
- 职位
- 销售订单
- 库存
- 交易
ANT 系统的实施导致了与企业资源规划系统(ERP)的精确集成,以完全消除数据交换中重复工作的特殊影响。这限制了此类信息对报告数据的负面影响。
此外,国民账户体系非常重视历史数据的使用。不过,这与依赖理想数据--不反映现实的过去估计--的基调略有不同。其中包括 ANT 系统确保收集和更新周期时间 根据直接从机器和操作人员处获取的实际数值。
优化机械园的系统变更
使用 转换矩阵 有助于优化生产计划。这些数据可用于优化关键生产步骤之间的转换次数和时间。当然,在这种情况下,监控转换进度和对偏差的反应时间也至关重要。
ANT 如何解决 转换?系统自动 根据项目顺序延长或缩短时间 生产和使用的机器。它非常重视全面的信息--为操作员提供分步指导,并对每个阶段进行监控。
在这种情况下,ANT 系统会自动计算项目 A 和项目 B 之间的实际转换时间。在此基础上,用户可以决定下一步应该采取什么措施,例如,负责人是否要 更新原计划的转换时间.
为什么要实施 ANT 来优化生产计划?
ANT RTS 的实施为公司带来了实实在在的好处。基本好处如下
- 减少日程安排所需的时间、
- 提高订单和发货的及时性、
- 成本最小化,以实现最优化的生产计划、
- 更现实的生产计划、
- 根据实际周期时间进行计算、
- 减少必要的更换次数或所用部件的数量。
因此,ANT 客户的经验表明,所需的 减少更换次数 平均减少约 35%。此类工作的流程时间也明显缩短,缩短了 40%。记录的 产量增加 平均达到 15%。
高级计划排程系统(APS)
AdvancedPlanning & Scheduling (APS) ANT的APS软件使生产计划和调度变得更加容易。在以下软件的帮助下,保持稳定的生产节奏






