
成功 MES 实施取决于多个因素--从正确实施所收集的数据到精确分析信息。在规划制造过程建模时应考虑哪些因素?制造执行系统在这方面具有许多优势,但必须坚持一些基本原则。
什么是正确的 MES 实施?这个经常被问到的问题实际上可以简化为四个基本步骤。第一个步骤是从机器上获取数据--自动生成数据用于后续分析。第二和第三步是建立适当的流程模型和生产报告。第四步,也是最后一步是数据分析。
必须将市场拓展系统视为一个主要在企业资源规划背景下提出问题的过程。实施制造执行系统会产生一些问题,例如在哪里存储生产技术信息。这包括有关路线、物料清单和生产计划的假设。这就引出了另一个问题--当部分生产数据存储在企业资源规划系统中时,需要做出哪些决策。不过,有必要对这一过程进行更详细的描述。
企业资源规划系统(ERP)或制造执行系统(MES)--在哪里建立生产数据模型?
在分析企业资源规划系统与市场拓展服务相关的困境时,首先应牢记这两个系统并不敌对,不会产生数据冲突或导致报告混乱。相反,ERP 应被视为一个总体系统,任何数据模型都应永久保留。另一方面,制造执行系统应使我们能够对所需数据进行建模,以便更详细地描述生产流程。在未安装企业资源规划系统的情况下,可将市场拓展系统作为独立解决方案实施,并在日后进行整合。
这里的关键问题是要确保避免重复报告。实际上,这就是不要在多个系统中维护相同的数据。
企业资源规划系统(ERP)或制造执行系统(MES)--在哪里建立生产数据模型?
MES 解决方案之所以广受欢迎,特别是因为它在生产方面具有极其广泛的可能性。如果计划更换或升级企业资源规划系统,则无需等待 MES 的实施。MES 是一种独立的工具,在实施过程中,ERP 是可有可无的,它可以在自己的生产技术结构中发挥作用。不过,需要注意的是,与企业资源规划系统集成的可能性是市场拓展系统的主要优势之一,应尽快实现集成。MES 还可用于更详细地描述生产过程。
世界一流的制造执行系统解决方案可以为所有必要的数据建模,在与企业资源规划系统双向集成的情况下,还可以来回传输数据。在未集成企业资源规划系统的情况下,可以导入标准化的、由 ANT 准备的 Excel 文件,通过技术手段快速为系统提供数据。
创建生产模式的基本描述需要什么?
如果我们从创建模型所需的因素和数据的角度来审视生产流程,可以突出生产流程的以下参数。
物品和材料
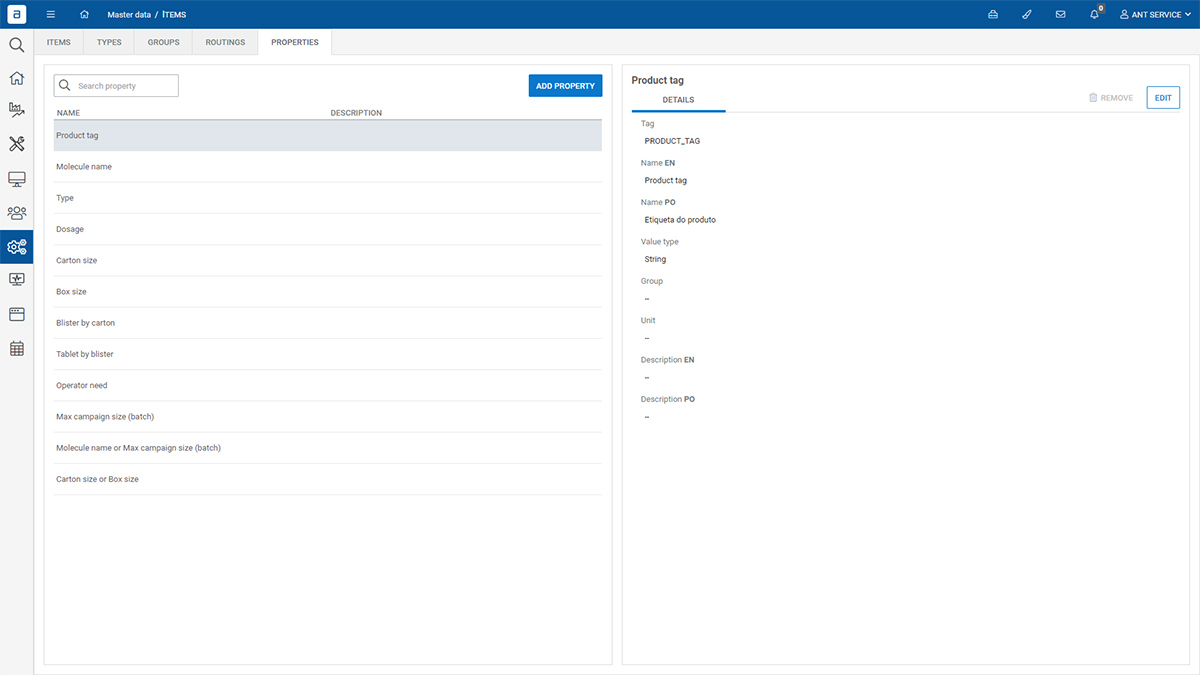
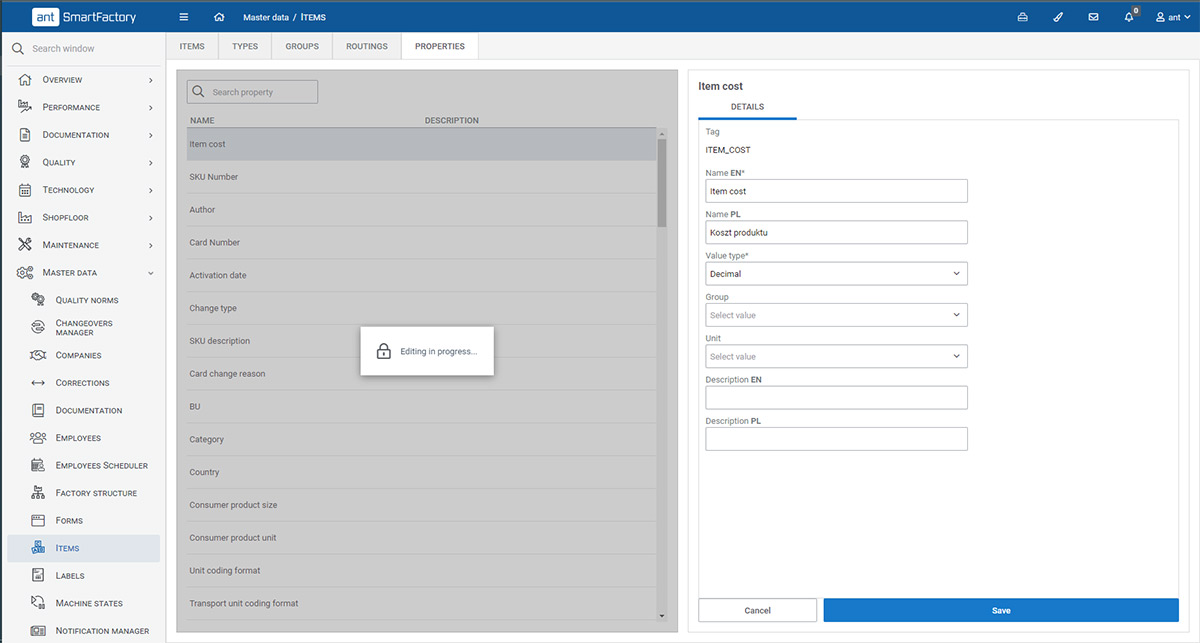
这一组包括所有成品和半成品,以及生产流程所需的材料、工具或其他组件。每种类型和每组物品都可以通过添加到系统中的任何属性来进一步描述。
航线
应将其理解为对生产半成品或成品所需的所有生产流程步骤的描述。因此,可以将其视为一份按特定顺序执行的操作清单,其中考虑到了更换时间、周期或单项任务的特殊性。
工厂和机械园的结构
工厂结构的配置对于有效建模至关重要。必须全面地看待工厂结构:从集团、工厂、各个部门开始,到生产线、机器,甚至机器中的单个零件。在实践中,可以假设以这种方式确定的每个层次都有自己的属性。这些属性定义了各个对象。因此,这种结构就像一棵树,而对象之间的关系仍然是其核心特征。
人员
最新的员工数据对 MES 系统非常重要。当然,应存储特定公司员工的所有信息,包括姓名、感应卡 ID。该系统可以管理他们的职位和角色,以及组建团队和管理他们的技能。作为人力资源政策的一部分,可以从员工团队管理系统中提取所有数据和记录。
订单
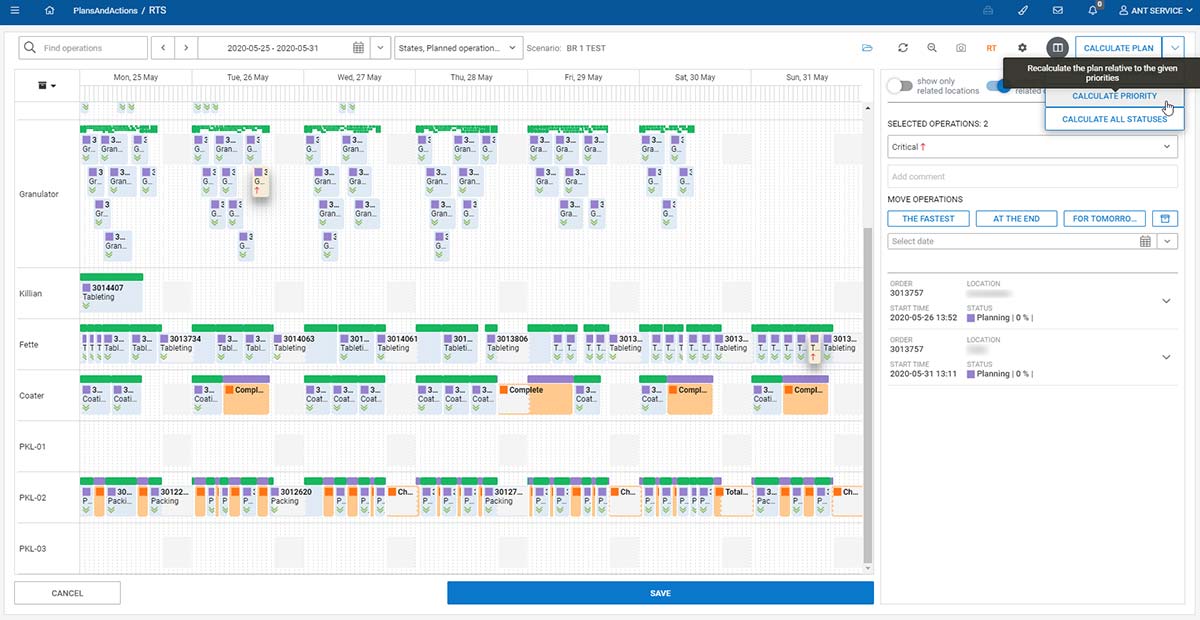
例如,在系统中创建和管理订单意味着将订单分配给特定类型--它们可能与销售、生产、质量、维护或其他数据有关。每个订单至少涉及一项操作。例如,MES 系统中的生产订单包括:位置代码、路线、机器或生产线数据、生产所需的数据和时间、数量。
建模所需的其他数据
当然,对机器状态的深入评估对于分析生产可用性非常重要。这样就可以快速、准确地判断是哪个因素导致了效率下降等问题。
文件也同样重要。应从加速文件流通及其分析的解决方案的角度来看待它。例如,这包括上传任何 PDF 文件、视频、机器图像、位置代码或系统中的角色。重要的是,MES 允许您与外部系统或通过访问共享文件夹进行集成。因此,用户可以根据自己的需要在操作面板上对文件进行分类和显示。所有这些过程都是完全受控的。生产监控包括对文件的任何更改。
如果不考虑生产目标,就很难了解运营效率。可以为每台机器或每条生产线设定这些目标,然后用来衡量是否达到了目标。这样,操作员就能将数据与当前的生产情况进行比较。例如,这种分析可以在生产车间的屏幕上显示。
MES 也是单位转换建模的好方法。效果如何?试想一下,操作员手中有一个装有 12 片药片的泡罩。一个盒子可以有四个泡罩,一个主箱包含 24 个盒子。最终,整个调色板包含 150 个包装盒。快速访问这类汇总数据非常有价值。
此外,MES 与理论上次要但也会影响整体工作的流程密切相关。例如,它可以通过能力矩阵来管理和规划变更和员工日程安排。此外,还可以利用通知功能快速发送与问题有关的任何信息--因此,它提供了在生产公司内部发布信息和警报的选择。最后但并非最不重要的一点是,该系统还提供包含缺陷类别和状态的缺陷词汇表。有了它,您就可以确定缺陷是导致报废还是返工。
详细描述生产流程需要什么?
物料清单(BOM)是一份基本文件。它定义了执行特定生产流程所需的所有要素。因此,它是用于制造最终产品的原材料和组件以及子组件或部件的完整清单。此外,它还用于验证生产过程中使用的组件。
另一个要素是标签:代码、名称、与其他参数或客户的匹配。有效的标签管理对于全面验证所使用的材料和工具至关重要。
在高级建模中,质量标准和限值是不可或缺的。它们说明了过程的具体特征,并详细描述了测量程序。这类标准可以用多个数据容差等级来描述。根据以这种方式获得的数据,可以生成带有测量参数直方图的 SPC 报告。
机器参数集也是启动生产项目所必需的。这些参数集使每个操作员都能使用相同的设置,从而有助于实现生产流程标准化并提高可重复性。与 PLC 驱动程序深度集成后,可直接在 PLC 上对设定点进行自动编程。
主系统和补充系统--结论
总之,数据建模和存储显然是决定实施市场拓展系统成败的重要因素。更重要的是,企业资源规划系统应被视为主系统,而市场拓展系统则用于更详细地描述生产流程。因此,企业资源规划系统和市场拓展系统之间的整合是必须的,如果计划交换或实现企业资源规划系统,则可以推迟。





