
Nie jest tajemnicą, że każdy etap procesu produkcji leków musi być udokumentowany. Jednakże zarządzanie dokumentacją papierową może być dla producentów farmaceutycznych niezwykle czasochłonne, a błędy ludzkie mogą być stosunkowo częste.
Z tego powodu firmy farmaceutyczne zdecydowały się na wdrożenie systemu znanego jako Electronic Batch Record (EBR), aby zarówno usprawnić przepływ pracy, jak i zminimalizować możliwość wkradania się błędów. Niniejszy artykuł pokazuje, jak system ANT umożliwia tworzenie dokumentów od procesów masowych do pakowania w sektorze farmaceutycznym.
O co chodzi w EBR?
Firmie z branży farmaceutycznej, która decyduje się na wdrożenie nowych rozwiązań w produkcji, zależy nie tylko na digitalizacji formularzy. Rozwiązanie EBR ma również maksymalnie skrócić czas potrzebny na wypełnienie pól formularza i doprowadzić do automatycznego wypełniania formularzy poprzez zbieranie danych bezpośrednio z maszyn. Dane na formularzach mogą dotyczyć: ważenia produktu, mieszania, granulacji, tabletkowania, powlekania, pakowania i kontroli jakości. Zbieranie danych bezpośrednio z urządzeń takich jak wagi, mierniki pH i przewodności jest zazwyczaj również wymogiem. Dodatkowo firma chce uniknąć błędów i śledzić odchylenia od normy, które zdarzają się w procesie produkcji.
Wdrożenie systemu ANT przynosi nie tylko sprawną digitalizację dokumentacji. Operatorzy są prowadzeni przez proces produkcji, w tym przezbrojenia, jakość, logistykę i oczywiście procesy utrzymania ruchu. System jest zgodny z GMP.
Dzięki temu przygotowanie lub modyfikacja formularzy stała się znacznie łatwiejsza. Nadal jednak wymaga to uprawnionych pracowników - tylko osoby z odpowiednim dostępem mogą dokonywać zmian w formularzach. Wszystko po to, aby zapobiec błędom lub niewłaściwemu przetwarzaniu danych.
Co rozwiązanie ANT oferuje dla Pharma?
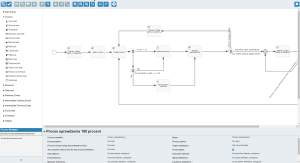
ANT oferuje kompletny system obejmujący akwizycję danych z maszyn, sprzęt, integrację ERP i infrastrukturę. System ten obejmuje również tworzenie szablonów MBR. Z Master Batch Record (MBR), klienci są w stanie stworzyć szablony MBR poprzez ustawienie wszystkich działań w systemie w odpowiedniej kolejności i z odpowiedzialnością dla każdej roli. Każda czynność może być skonfigurowana z typami danych raportowych, takimi jak liczby, tekst, dane odczytane z automatyki itp. Wartości te mogą być następnie walidowane względem limitów jakościowych ustawionych w systemie.
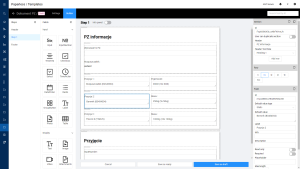
Kilka przykładowych pól w formularzach, które zostały wdrożone, to m.in. informacja o tym, czy dana czynność została wykonana, czy nie. Wśród zmian znalazło się również pole wartości produkcji oraz informacja o tym, kiedy konkretne zadanie zostało rozpoczęte lub przerwane wraz z wyliczeniem czasu poświęconego na jego wykonanie. Wśród wdrożeń znalazł się również podpis elektroniczny składany na formularzu oraz notatki lub uwagi sporządzane przez osobę odpowiedzialną.
System ANT umożliwia również automatyczne zbieranie danych o parametrach procesu z etapów produkcji. Wśród nich można wyróżnić:
Ważenie - Mettler-Toledo - Weigh Data i rodzimy protokół Gareco
Mieszanie - Siemens TCP
Granulator - Siemens TCP
Stołowanie - IMA Kilian - B&R OPC UA
Powłoka - Glatt - Siemens TCP
Linia do pakowania w blistry - IMA, w skład której wchodzą: Blister Machine - OPC, Serializer - Digital I/O, Case Packer - Ethernet TCP.
Dzięki wdrożeniu rozwiązania, każde centrum robocze zostało wyposażone w panel operatorski, inne modele na strefie białej, inne na szarej ze względu na wymagania. Niektóre z czynności wykonywanych na panelu operatora to wybór zlecenia produkcyjnego, potwierdzanie wykonanych/niewykonanych czynności, podpis elektroniczny, instrukcje krok po kroku, wyświetlanie dokumentacji, monitorowanie postępu produkcji, traceability i analiza OEE.
Integracja z SAP może być wykonana przez usługi WEB. Dodatkowy opis procesu produkcyjnego (matryca przezbrojeń, limity kontroli jakości itp.) można wykonać w module ANT Master Data.
Jak wygląda proces paperless w branży farmaceutycznej?
Proces Paperless uwzględnia cyfrowe prowadzenie operatora przez poszczególne części produkcji, począwszy od wyświetlania aktywności - listy rzeczy do zrobienia na produkcji. Obejmuje również informacje o zmianach z dedykowaną dokumentacją dla każdego etapu produkcji (obraz, dokument, wideo). Wszystkie papierowe dokumenty z produkcji są digitalizowane za pomocą ANT Factory Forms.
Dzięki ANT Factory Forms wszystkie arkusze, tabele i raporty są automatycznie uzupełniane o dane zebrane na bieżącej zmianie. System monitoruje i powiadamia operatora w odpowiednim momencie, kiedy zadanie musi zostać wykonane. Wszelkie zmiany i odchylenia są monitorowane za pomocą ścieżki audytu.
Przy walidacji i identyfikowalności materiałów wdrażane są mobilne skanery kodów kreskowych. Procesy ważenia i pakowania wymagają skanowania i potwierdzenia, że materiał może być użyty w bieżącym zleceniu produkcyjnym, budując w ten sposób identyfikowalność i aktualny zapas materiału w WIP. System wspiera drukowanie etykiet na pudełka lub pojemniki i śledzenie ich pochodzenia.
Podczas testowania próbek, system sam, automatycznie powiadamia operatora o konieczności utworzenia nowej próbki. Powiadamia również operatora o konieczności przygotowania wydruku nowej etykiety, przygotowanej przez ANT. Etykieta ta jest później skanowana przez laboratorium, które wykonuje operacje w zakładzie. System ANT odczytuje wartości z urządzeń testowych i automatycznie porównuje wyniki z zadanymi tolerancjami jakości. System decyduje, czy próbka jest prawidłowa czy nieprawidłowa i przesyła informację z powrotem do panelu operatora.
Każda partia musi przejść przez ścieżkę zatwierdzenia w systemie ANT, aby została wydana. Wiąże się to z czynnikiem workflow. Każdy krok musi być podpisany podpisem elektronicznym przez osoby zawiadamiające o konkretnych rolach w firmie. Powiadomienia są wysyłane, jeśli aktualny krok w workflow jest przypisany do konkretnej roli. Osoby z odpowiednimi uprawnieniami mogą zobaczyć, gdzie zatrzymał się proces zwalniania partii i monitorować wskaźniki KPI dotyczące czasu potrzebnego na wykonanie każdego kroku.
Cyfrowe zarządzanie dokumentacją dzięki EBR
Podsumowując, wszystkie opisane powyżej czynniki, sprawiają, że EBR działa. Umożliwia on cyfrowe zarządzanie dokumentacją dla całego procesu produkcyjnego. System zapewnia, że poszczególne kroki są w pełni wypełnione wszystkimi wymaganymi danymi. Wynikiem tworzenia EBR jest plik PDF z wypełnionymi raportami i podpisami.
Jakie korzyści z tego wynikają dla biznesu farmaceutycznego?
Na początek system umożliwia 35% skrócenie czasu wydania partii dzięki organizacji pracy i automatycznemu gromadzeniu danych. Jest też o 15% mniej błędów i odpadów produkowanych dzięki walidacji materiału, okresowym kontrolom jakości i cyfrowej instrukcji krok po kroku. Zapewnia to również wzrost OTIF o 7%.
Wdrożenie EBR zapewnia również szybszą komunikację pomiędzy działami firmy, wpływa na eliminację papieru z procesu produkcyjnego oraz zapewnia całodobowy monitoring bieżących statusów wydań partii.
ANT posiada rozwiązania, których potrzebuje Twoja firma farmaceutyczna, aby usprawnić przepływy pracy i uczynić je przyjaznymi dla środowiska. Aby uzyskać bardziej spersonalizowane porady, prosimy o kontakt z członkiem zespołu.

Produkcja bez użycia
papieru
Paperless MANUFACTURING Stwórz ekologiczne przedsiębiorstwo dzięki cyfrowej dokumentacji ANT PAPERLESS MANUFACTURING. Korzystaj ze zdigitalizowanych formularzy i usprawnij komunikację w swojej firmie. Uzyskaj dostęp do wszystkich swoich danych

Oprogramowanie Electronic Batch Records (EBR)
Oprogramowanie Electronic Batch Records (EBR) Cyfryzacja raportowania dzięki zapisom i dziennikom bez użycia papieru. Produkuj bezpiecznie i zgodnie z ramami ALCOA+ i GMP. Zarezerwuj


