
Identificazione
Fase
Analizziamo lo stato attuale dello stabilimento e creiamo un piano

Connettività
Fase
Il nostro gruppo di ingegneri collega le macchine in loco

Analisi
Fase
Aiutiamo ad analizzare i dati raccolti e a ricavarne gli approfondimenti


Come aumentare la trasparenza della produzione in fabbrica?
La trasparenza nella produzione può sembrare uno stratagemma di marketing, ma in realtà porta benefici tangibili, da flussi di lavoro più fluidi a significativi risparmi finanziari. Se la trasparenza nella

Quali sono le cause dei microstoppi durante il processo di produzione?
Imparate a conoscere le cause comuni dei microstoppi durante il processo di produzione e come affrontarle per migliorare l'efficienza e la produttività.

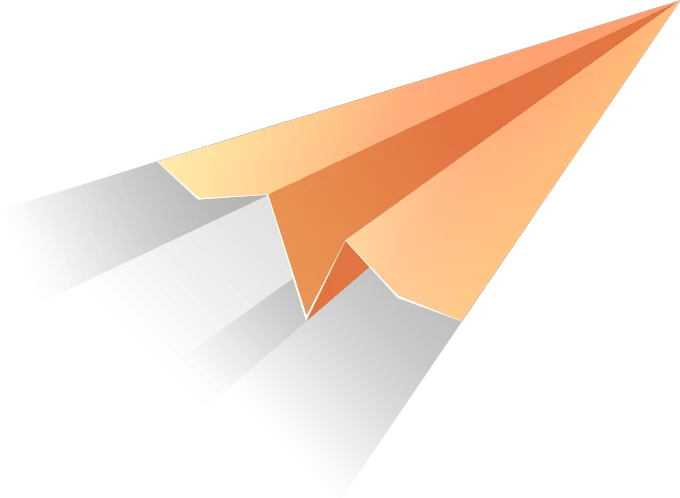
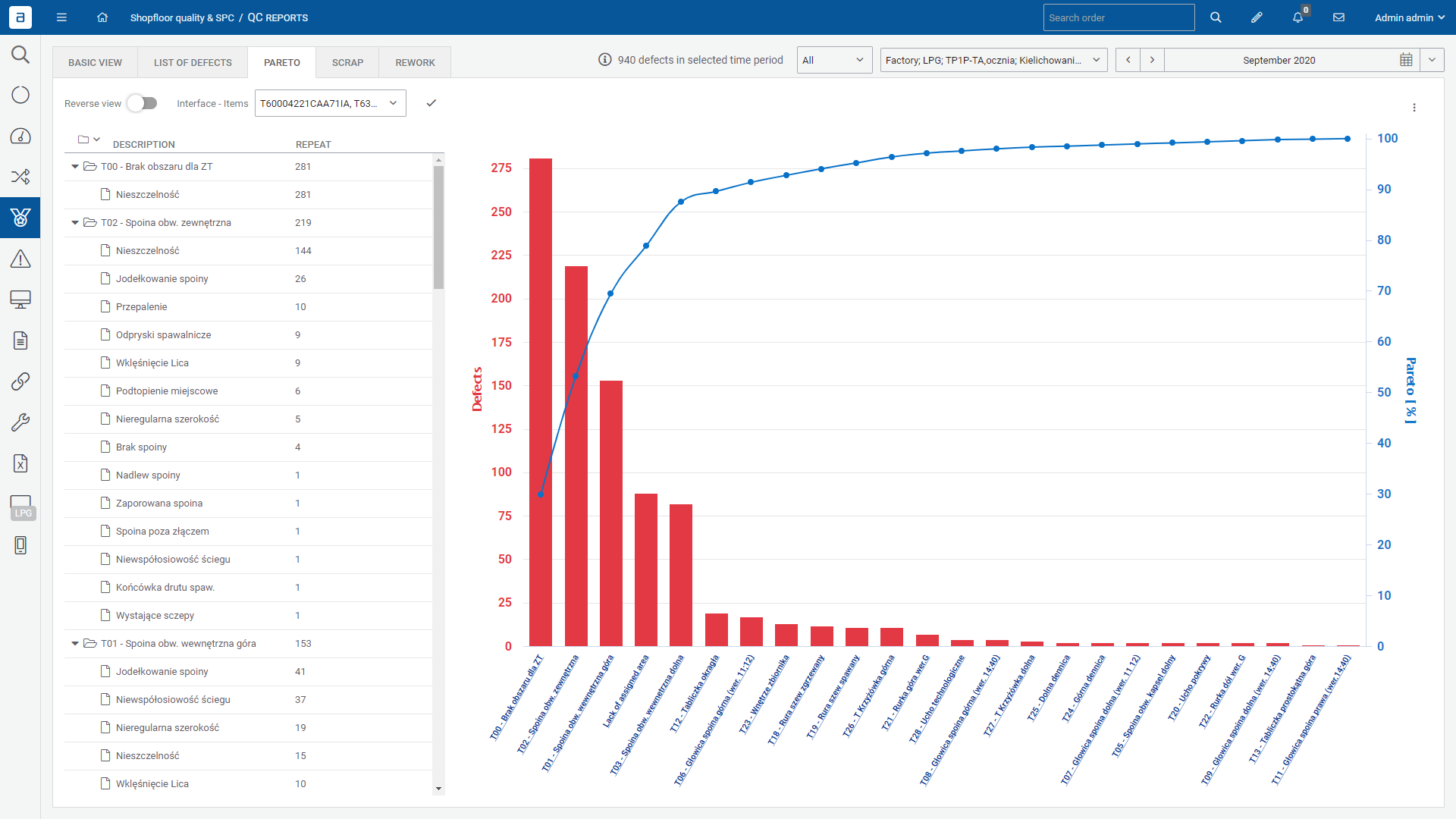
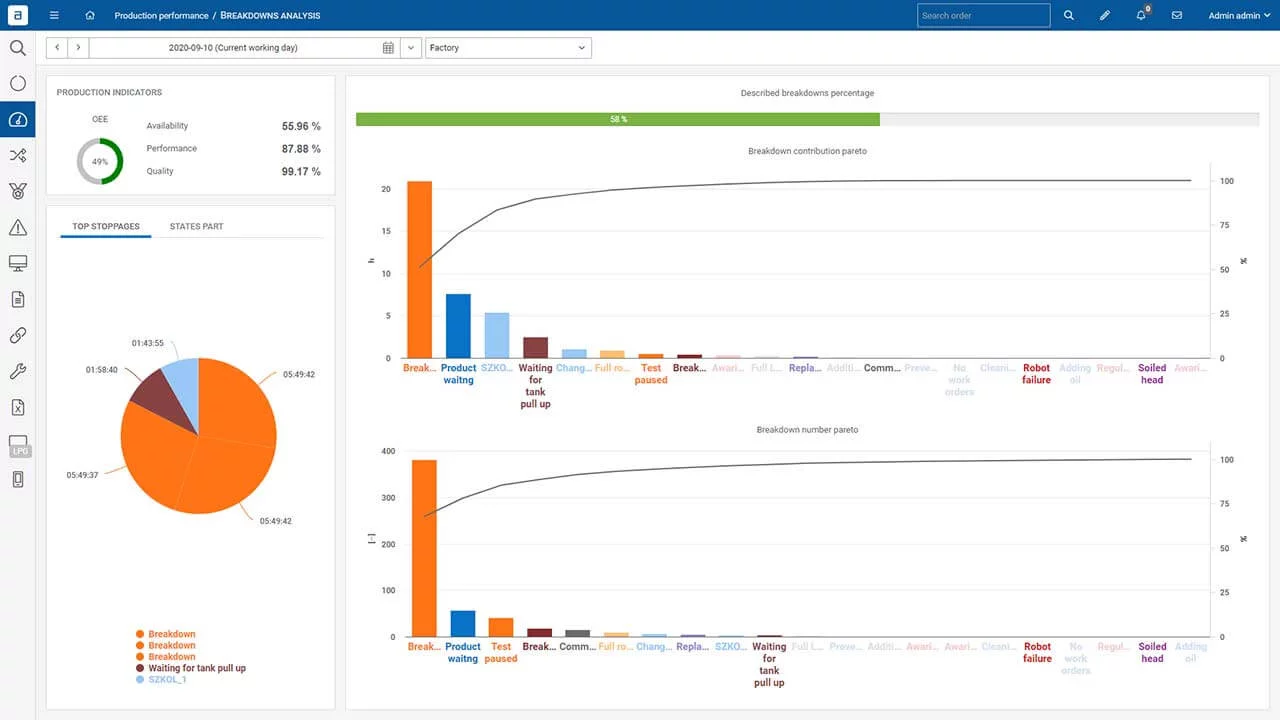
Sistema ANT Microstops (monitoraggio della produzione e delle prestazioni) su SMD (FMC), FMD, THP e OTP nella fabbrica di tabacco.
La fabbrica era in una fase di trasformazione digitale, che comprendeva la digitalizzazione, la metodologia di lavoro e la metodologia IWS ready. La produzione di tabacco è caratterizzata da un'alta velocità